вид
16 Июля 2026г, Четверг€ — 88.9097, $ — 77.9568


Ткаченко Станислав Степанович, президент ЛенАл, заместитель директора научно-исследовательского сектора филиала Российской академии художеств «Творческая мастерская литейный двор»;
Соколов Александр Владимирович, руководитель проектов научно-исследовательского сектора филиала Российской академии художеств «Творческая мастерская литейный двор»;
Михайлов Олег Викторович, директор творческой мастерской РАХ;
Дружевский Михаил Александрович, ведущий специалист ООО «РОДОНИТ».
Статья посвящена работе по подбору оптимальных параметров химически-твердеющей смеси на основе кварцевого песка с жидкостекольным связующим, отверждаемым жидкими сложными эфирами для производства отливок тяжелого машиностроения, станкостроения и запорной арматуры.
Проведен анализ качества формовочных песков трех марок различного происхождения. Исследованы прочностные характеристики формовочных и стержневых смесей разных составов. На основе полученных данных сделаны выводы об оптимальных характеристиках песка и величине добавки связующего. Рекомендованы составы легко выбиваемых экологически чистых жидкостекольных смесей, отверждаемых сложными эфирами для изготовления форм и стержней в станкостроении, арматуростроении.
В работе ставились следующие задачи:
1. Исследование прочностных свойств и разработка составов ХТС с системой жидкое стекло – эфир с разными кварцевыми песками с целью снижения количества связующего до 2,0-2,5 %; улучшения выбиваемости стержней, улучшения физикомеханических свойств и экологической безопасности по сравнению с синтетическими смолами.
2. Исследование песков различных месторождений на качество жидкостекольных смесей для форм и стержней для отливок станкостроения, запорной арматуры и общего машиностроения.
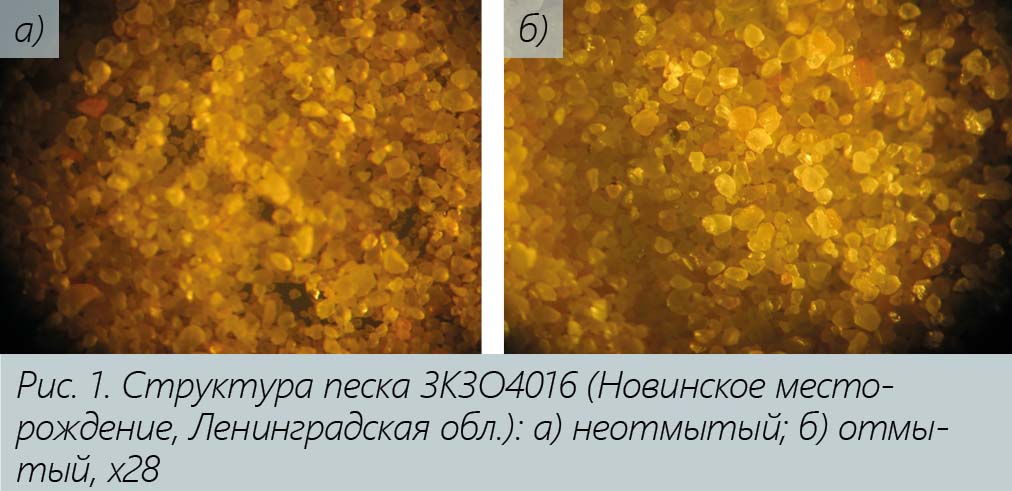
• Новинское (п. Новинка, Ленинградская обл.), 3К3О4016;
• Балашейское (Самарская обл.), 1К2О303;
• Неболчинское (Неболчи, Новгородская обл.), 1К2О402.
Для обеспечения высоких экономических показателей и требований к качеству ответственных отливок (станкостроение и арматуростроение) необходимы экологически чистые формовочные и стержневые смеси, которые обеспечат достижения оптимальных прочностных и термомеханических свойств.
В конце 50-х годов прошлого столетия в мировую технологию формообразования бурно вошел СО2-процесс. Это позволило повысить производительность труда и точность отливок ручной формовки. Но крупные отливки производились в формы из ПГС. В начале 60-х годов в ЦНИИТМАШе (Лясс А.М., Валисовский И.В., Жуковский С.С.) была изобретена жидкая самотвердеющая смесь (ЖСС) на основе жидкого стекла с отвердителем – феррохромовый шлак. Это явилось научно-технической революцией в процессах формообразования. Производительность на крупной ручной формовке выросла в 5-6 раз, улучшилась точность и уменьшились припуски на базовых деталях. Но всегда в каждом хорошем деле обнаруживаются недостатки. В СО2-процессе это отверждение углекислотой, а в ЖСС – неравномерное отверждение сыпучим феррохромовым шлаком. С целью устранения недостатков и механизации процессов изготовления форм и стержней учеными СССР были изобретены жидкие отвердители.

Эту технологию начали применять в СССР в 80-е годы прошлого века. Она имеет свои преимущества и недостатки [1, 2, 9]. Основной целью применения этого технологического процесса является снижение содержания жидкого стекла, газотворности, улучшение выбиваемости стержней и повышение экологической безопасности. [1, 10]. Достижение поставленных целей позволяет изготавливать отливки более сложные по конструкции, так как обеспечивает уменьшение газовой пористости и упрощение процесса очистки внутренних поверхностей. Это наиболее важно обеспечить для отливок запорной арматуры, особенно небольших диаметров.
Жидкие отвердители выпускаются в России двумя предприятиями: УХП-ХА (отвердители «С»), Интема, Химсорбент (АЦЭГ). В данной работе использовались отвердители УХП-ХА «С» разных марок. Это определяется требованиями конкретного литейного цеха. В смесь вводится 10 % отвердителя от содержания жидкого стекла. Это количество может незначительно изменяться.
Следует отметить, что за рубежом этот процесс имеет очень ограниченное применение, а на западе практически не применяется [2, 4], несмотря на то что процессы формообразования на неорганических связующих (жидкое стекло, борфосфатные [7], цементные) самые экологически чистые и безопасные для жизнедеятельности [1,6]. После развала Союза эти процессы незаслуженно были вытеснены опасными для жизнедеятельности смесями на синтетических смолах. Предлагается целый ряд жидких отвердителей Уралхимпласт-ХА (ТУ 2332-1144-55778270- 2012), представленных в таблице 1 с живучестью от 3-4 минуты до 30-40 минут. Применение марки отвердителя определяется требованиями конкретного литейного цеха [4]. Настоящие технические условия распространяются на отвердители, представляющие собой смесь сложных эфиров, ацетатов и карбонатов. Пример условий записи при заказе: отвердитель марки С10 ТУ 2332-1144-55778270-2012. В смесь вводили во всех случаях 10 % отвердителя от количества жидкого стекла. Первым в песок вводится отвердитель, время перемешивания 3-5 минут.
С целю реабилитации прогрессивных отечественных процессов формообразования с использованием жидкого стекла в лаборатории Российской академии художеств «Творческой мастерской «Литейный двор» были проведены исследования и успешно опробованы откорректированные составы формовочных и стержневых смесей на ряде заводов региона.

Определяли прочности смесей с отвердителями «С» разных марок с использованием песка Новинского месторождения (Ленинградская обл.). Марка – 3К3О4016:
• содержание глинистой не более 1 %;
• содержание кварца не менее 97 %;
• коэффициент однородности от 50 % до 60 %;
• средний размер зерна 0,16 мм.
Из представленных данных следует, что песок имеет достаточно низкое качество (высокое содержание глинистой, низкое содержание кремнезема, высокую неоднородность), но является одним из самых дешевых. Структура песка представлена на рис. 1: а) неотмытый, б) отмытый.
Рекомендуемый модуль жидкого стекла 2,40-2,50. Для изготовления стальных отливок [5] в производственных условиях был выбран модуль жидкого стекла 2,51, на котором ранее проводились лабораторные исследования технологических свойств ХТС для Невского машиностроительного завода НЗЛ. Результаты определения прочности смесей с различным содержанием жидкого стекла и отвердителем С20 (10 %) представлены на рис. 2а. Были исследованы составы с 4,0 % (кривая 1), 3,5 % (кривая 2); 3,0 % (кривая 3) и 2,5 % (кривая 4). Прочности определяли через 1, 2 и 24 часа. Живучесть – 15-20 минут. Из представленных результатов следует, что во всех случаях прочности через 24 часа отвечали требованиям, предъявляемым к прочности смесей в цехе.

Даже при 2,5 % связующего (4) прочность составляла 1,4 МПа. То есть для форм и стержней, заливаемых на следующий день, можно использовать состав с 2,5 % жидкого стекла. При 3,0 % жидкого стекла (3) прочность через час составила уже 0,4 МПа, через 2 часа – 0,7 МПа, а через сутки – 3,0 МПа. Таким образом, формы через 3 часа уже набирают необходимую прочность, т. е. их можно заливать жидким металлом. Суточные прочности имеют высокие величины. С увеличением содержания жидкого стекла до 3,5 и 4,0 % прочности существенно возрастают и составляют через 24 часа 4,2 МПа (2) и 5,5 МПа соответственно. Начальные прочности также выросли, и требуемая прочность набирается через 1-2 часа. При 4,0 % связующего прочность через 1 час составила 1,0 Мпа, т. е. требуемая, а при 3,5 % эта прочность достигается через 2,0-2,5 часа. Осыпаемость при этом не превышала 0,2 %. Из представленных данных следует, что возможно использовать составы с 2,5-3,0 % жидкого стекла в смеси, но заливать их можно только через 3 часа и более, когда набирается заданная прочность.
Из литературных данных [3, 4] и практического опыта известно, что при добавке в жидкое стекло фенолформальдегидной смолы прочность ХТС для СО2-процесса может увеличиваться в 1,5-3,0 раза. Рекомендуемый состав: 3 % жидкого стекла и 1 % смолы. В связи с этим добавляли смолу в жидкое стекло для процесса с жидкими отвердителями. Исследовали прочностные показатели ХТС с 3 % жидкого стекла и 1 % различных фенольных смол. Результаты представлены на рис. 2б. Из представленных результатов следует, что эффекта от введения смолы нет. Во всех случаях прочности ХТС с добавкой смол ниже такой же смеси без них. Так добавка 1 % фурановой смолы Резоформ НБ95Ф дала самые низкие результаты, прочность через сутки не превышала 1,8 МПа (без смолы 3,0 МПа). Прочности ХТС с карбамидофурановой смолой Резоформ НБ65Ф несколько выше, но также не превышают 2,2 МПа. Самые высокие по сравнению с предыдущими смолами прочности были получены с добавкой щелочной смолой Альфабонд 07, они составили через сутки 2,5 МПа, но они также имеют низкие значения по сравнению с составом без смолы (3,0 МПа). Если сравнивать прочности этих смесей (3,0 % жидкого стекла + 1,0 % смолы) с аналогичными с 4,0 % жидкого стекла, то эта разница еще более существенна. Таким образом, добавка фенольных смол в жидкое стекло снижает прочности смесей.
На основании полученных результатов были выбраны оптимальные составы смесей с минимальным содержанием жидкого стекла, для которых определяли прочности с разными марками отвердителей «С». Вначале исследовали составы с 3,0 % жидкого стекла и отвердителей С10, С20, С30, С60 (рис. 3 а, б). Результаты определения прочностей через 30 минут; 1, 2, 24 часа для С10 и С20 представлены на рис. 3а и б. На рис. 3а представлены результаты для смесей с С10 и С20. Живучесть смесей составила 5 и 7 минут соответственно. Прочность для С10 через 30 минут составила 0,5 МПа, 1 час – 1,1 МПа, 2 часа – 1,4 МПа и 24 часа – 3,8М Па. Аналогичные прочности были и для С20. Однако начальной прочности (30 минут) не было, т. к. смесь имела более длинную живучесть (более 7 минут). Но уже через 1 час прочности практически выравниваются (1,0 МПа), через 2 и 3 часа незначительно ниже 1,2 и 1,8 МПа соответственно. Однако через 24 часа выше (4,2 МПа). Причем прочности через 2 и 3 суток не изменялись. Требуемые прочности ХТС достигались уже через 1 час, максимальные через сутки составили 3,8-4,2 МПа.
На рис. 3б представлены результаты определения прочности смесей с С30 и С60. Начальных прочностей через 30 минут не было как для смесей с С30, так и для С60. Это объясняется длинной живучестью смесей, которая составила 12 и 17 минут соответственно. Живучесть определялась в условиях лаборатории, где температура воздуха была не ниже 21-23 0С при влажности 60-65 %. Через 1 час прочность ХТС с С30 (кривая 1) составила 0,5 МПа, что в два раза меньше по сравнению со смесями с С10 и С20 (а). Через 2 часа прочность возросла до 1,0 МПа, через 24 часа прочность увеличивалась до 2,9 МПа, что несколько ниже, чем с С10 и С20, но тем не менее получены высокие прочности. Начальные прочности с С60 незначительно ниже (1час – 0,3 МПа; 2часа – 0,7 МПа), а через 24 часа выше (4,0 МПа), чем с С30 (2,9 МПа). Для всех марок отвердителей получены высокие конечные прочности: 2,9 МПа (С30) и 3,9- 4,2 МПа для остальных отвердителей.
Далее снижали содержание жидкого стекла до 2,5 %. Результаты определения прочности смесей с отвердителями С10, С20, С30 и С60 представлены на рис. 4а, б. Прочности ХТС с С10 и С20 представлены на рис. 4а. Живучести смесей составили 4 и 5 минут соответственно, т. е. несколько уменьшились по сравнению с ХТС, содержащими 3,0 % жидкого стекла. Это объясняется снижением количества связующего и более быстрым высыханием смеси (СО2 в воздухе). Кривые 1 и 2 сопоставимы. Так начальной прочности через 30 минут не было для обоих отвердителей.
Прочности через 1 час составили 0,2-0,3 МПа для С10 и С20, через 2 часа – 0,7-0,8 МПа соответственно. Прочность через 24 часа составила для С10 (кривая1) – 2,7 МПа, а для С20 (кривая 2) – 1,8 МПа. Таким образом, полученные конечные прочности отвечают заданным требованиям по прочности.
Результаты определения прочности для отвердителей С30 и С60 представлены на рис. 4б. (кривые 1 и 2). Живучесть составила 10 и 13 минут соответственно, т. е. также меньше, чем при 3,0 % связующего. Так же, как и ранее, прочности через 30 минут не было для обоих отвердителей. Через 1 час прочности не превышали 0,1-0,3 МПа для С30 и С60, через 2 часа – 0,4-0,5 МПа, через 24 часа – 1,2-1,7 МПа. Т. е. начальные и конечные прочности несколько ниже, чем для С10 и С20. Суточные прочности соответствуют заданным требованиям.
На основании полученных результатов для производства форм и стержней отливок в арматуростроении, можно рекомендовать составы смесей с 3,0 % и даже с 2,5 % жидкого стекла. Это позволит улучшить выбиваемость и податливость форм и стержней, особенно в отливках запорной арматуры небольших диаметров прохода. Кроме того, формы и стержни из смесей с жидкими отвердителями не разупрочнялись через 1-3 суток в отличие от СО2 процесса на жидком стекле.
Литература
1. Ткаченко С.С., Кривицкий В.С. Потенциал литейного производства Санкт-Петербурга и Ленинградской области / Сб. трудов международной научно-технической конференции // Литейное производство сегодня и завтра». – 2016.
2. Жуковский С. С. Технология литейного производства: формовочные и стержневые смеси. – Брянск: Издательство БГТУ. – 2002. – 469 с.
3.Жуковский С. С. Кафтанников А.С. Применение холоднотвердеющих смесей, применяемых на предприятиях России. Литейщик России. – 2004, – № 10.
4. Жуковский С. С. Холоднотвердеющие связующие и смеси для литейных стержней и форм. Справочник. – Москва: Машиностроение. – 2010. – С. 255.
5. Куракевич Б. В., Милеева Т. С. Современные связующие композиции для холоднотвердеющих форм и стержней // Литейное производство. – 2005. – № 4.
6.Семенов А. А., Бедрин Н. И., Кузнецов В. Г., Одинокова С. Е., Денисова Л. Н. Освоение холоднотвердеющих смесей на ОАО «Аскольский завод металлургического машиностроения» // Литейное производство. – 2004. – № 5.
7. Илларионов И. Е., Пестряева Г.Ш., Садетдинов Ш.В., Стрельников И.А. Влияние метаборатов лития, натрия и калия на свойства фосфатных холоднотвердеющих смесей. Литейное производство. – 2019. – № 12.
8.Илларионов И.Е. Пути улучшения качества отливов Теория и технология металлургического производства. – 2016. – № 1.
9. Леушин И.О., Леушина Л.И., Явтушенко П.М. Порообразование в жидкоподвижных самотвердеюзих смесях. Литейщик России. – 2023. – № 1.




 Фоторепортаж с VIII Международной проектной конференции по трубопроводным системам на...
Фоторепортаж с VIII Международной проектной конференции по трубопроводным системам на...
 ООО «Завод «Сателлит» успешно прошло технический аудит ИНТИ
ООО «Завод «Сателлит» успешно прошло технический аудит ИНТИ
 Компания «НПО АСТА» включена в ежегодный каталог «Сделано в Воскресенске 2026»
Компания «НПО АСТА» включена в ежегодный каталог «Сделано в Воскресенске 2026»
















