вид
28 Июля 2026г, Вторник€ — 88.7602, $ — 78.0172


 Технологию электрошлаковой наплавки специалисты ОАО «Петрозаводскмаш» и ЗАО «АЭМ-технологии» разрабатывали совместно с представителями НПО «ЦНИИТМАШ» (все предприятиях входят в машиностроительный дивизион Росатома - Атомэнергомаш).
Технологию электрошлаковой наплавки специалисты ОАО «Петрозаводскмаш» и ЗАО «АЭМ-технологии» разрабатывали совместно с представителями НПО «ЦНИИТМАШ» (все предприятиях входят в машиностроительный дивизион Росатома - Атомэнергомаш). 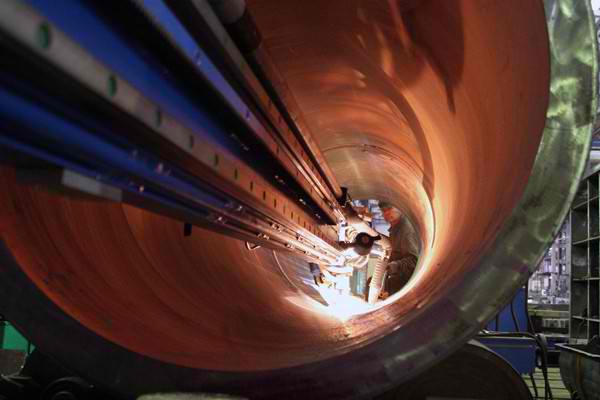 «Во-первых, при электрошлаковом методе наплавки глубина проплавления основного металла минимальна, меньше миллиметра, - поясняет главный сварщик ОАО «Петрозаводскмаш» Виталий Николаев, - следовательно, и сварочные напряжения, и деформации тоже минимальные. Во-вторых, за счёт более высокой скорости наплавки производительность намного выше. И третье – в несколько раз сокращается расход сварочных материалов в части флюса».
«Во-первых, при электрошлаковом методе наплавки глубина проплавления основного металла минимальна, меньше миллиметра, - поясняет главный сварщик ОАО «Петрозаводскмаш» Виталий Николаев, - следовательно, и сварочные напряжения, и деформации тоже минимальные. Во-вторых, за счёт более высокой скорости наплавки производительность намного выше. И третье – в несколько раз сокращается расход сварочных материалов в части флюса».



 Специалисты ПНИПУ разработали способ точного расчета мощности обогрева нефтяных...
Специалисты ПНИПУ разработали способ точного расчета мощности обогрева нефтяных...
 Завод «ЛД Прайд» запускает серийное производство латунных водоразборных шаровых кранов
Завод «ЛД Прайд» запускает серийное производство латунных водоразборных шаровых кранов
 Нижегородская область является одним из лидеров страны по темпам роста количества...
Нижегородская область является одним из лидеров страны по темпам роста количества...
















