вид
23 Мая 2026г, Суббота€ — 82.5445, $ — 71.2090

 На ЗАО "РОУ" введена в экспуатацию установка плазменно-порошковой наплавки «GAP UniCoating V1.0» компании Castolin Eutectic. В современном мире энергетического машиностроения, все больше возрастают требования к эксплуатационным характеристикам наплавленного металла, а также к качеству наплавленных деталей и технологиям их изготовления. Этим обусловлен переход к новым материалам и способам наплавки, в частности, к плазменно-порошковой.
На ЗАО "РОУ" введена в экспуатацию установка плазменно-порошковой наплавки «GAP UniCoating V1.0» компании Castolin Eutectic. В современном мире энергетического машиностроения, все больше возрастают требования к эксплуатационным характеристикам наплавленного металла, а также к качеству наплавленных деталей и технологиям их изготовления. Этим обусловлен переход к новым материалам и способам наплавки, в частности, к плазменно-порошковой. Толщина наплавленного слоя, при плазменно-порошковой наплавке, обычно составляет 3,8÷5,0 мм, что может обеспечиваться за один проход, а после механической обработки – 3,0÷4,0 мм. При ручной дуговой наплавке эти толщины равны соответственно 12,0÷15,0 и 7,0÷9,0 мм.
Толщина наплавленного слоя, при плазменно-порошковой наплавке, обычно составляет 3,8÷5,0 мм, что может обеспечиваться за один проход, а после механической обработки – 3,0÷4,0 мм. При ручной дуговой наплавке эти толщины равны соответственно 12,0÷15,0 и 7,0÷9,0 мм.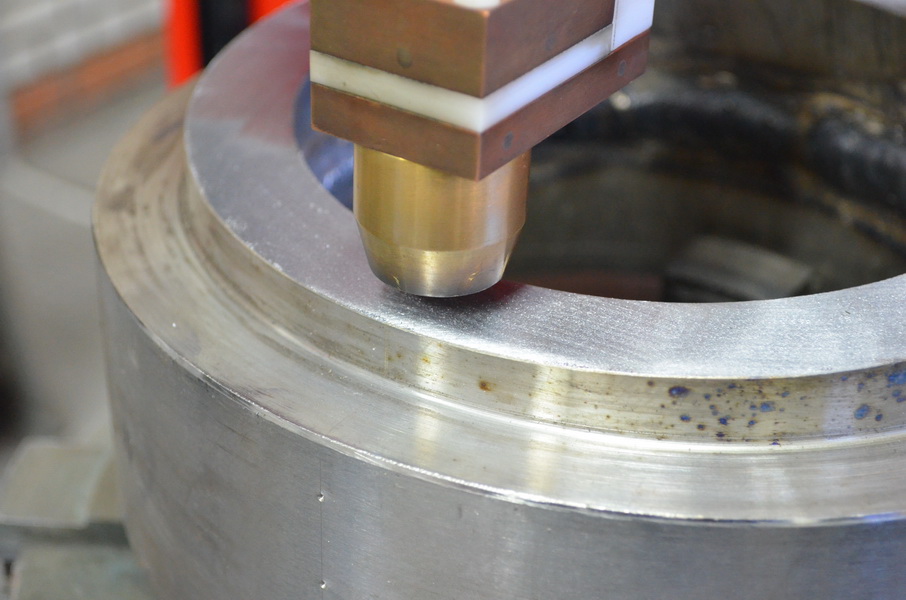
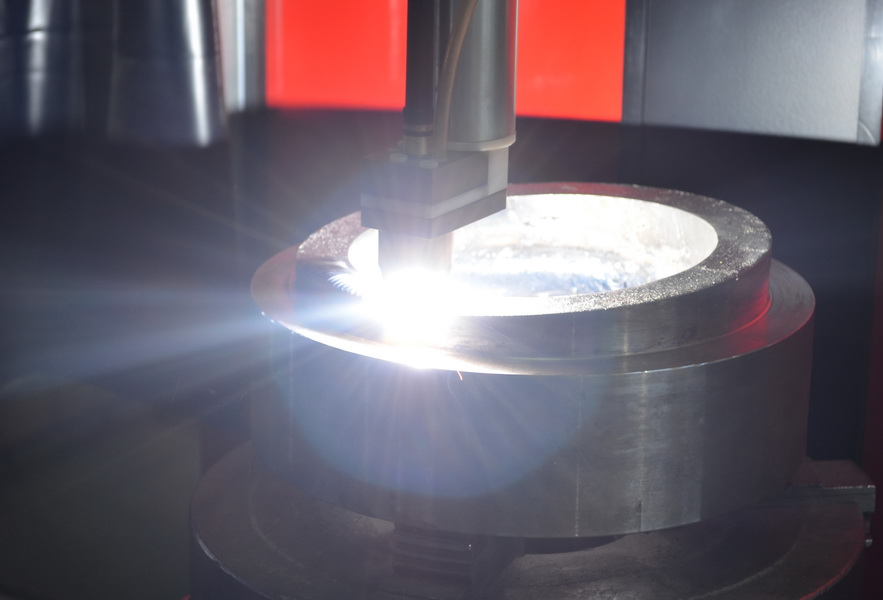








 Фото недели: в сварочно-механическом цехе № 3 МК «Сплав» появились два современных...
Фото недели: в сварочно-механическом цехе № 3 МК «Сплав» появились два современных...
 ООО «НПП «СтэлсПромМаш» представит шаровые краны криогенного исполнения на выставке...
ООО «НПП «СтэлсПромМаш» представит шаровые краны криогенного исполнения на выставке...
 Специалисты ООО «Владимиртеплогаз» ознакомились с производством Муромского завода...
Специалисты ООО «Владимиртеплогаз» ознакомились с производством Муромского завода...
















