24. Шероховатость поверхностей. Допуски, посадки и технические измерения.
Поверхности деталей после обработки не являются идеально гладкими, так как режущие кромки инструментов и зерна шлифовальных кругов оставляют на поверхности следы в виде неровностей и гребешков, близко расположенных друг к другу (рис. 49). Совокупность всех неровностей на рассматриваемой поверхности называется шероховатостью. Шеро-ховатость поверхностей ухудшает качественные показатели работы деталей, герметичность соединений и их противокоррозионную стойкость.
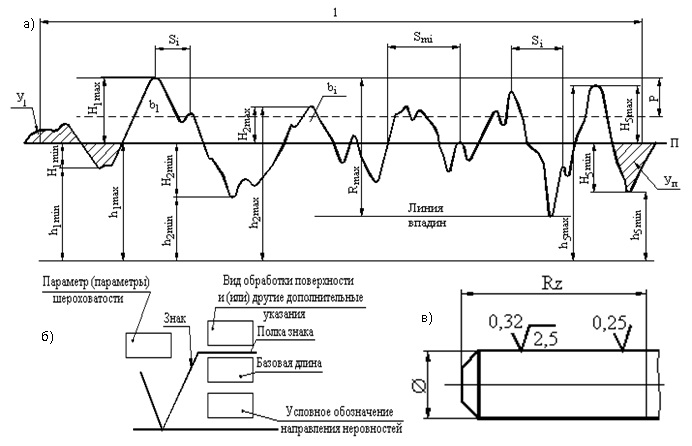
Рис. 49. Обозначение шероховатости поверхности
а - общий вид
б - структура обозначения
в - пример обозначения.
Если провести среднюю линию в сечении гребешков (линия ОХ на рис. 49) и опустить перпендикуляры от отдельных точек профиля к этой средней линии, то сумма расстояний у1, у2 и т.д. деления на количество n, будет средним арифметическим отклонением профиля поверхности от средней линии. Она обозначается Ra:
Числовое значение параметра Ra (мкм) используется для оценки шероховатости. Но кроме этого для оценки шероховатости пользуются еще вторым показателем — средней вы-сотой неровности по 10 точкам (обозначается Rz). Для определения величины Rz параллельно средней линии ОХ ниже профиля поверхности проводят линию и на нее опускают перпендикуляр из высших точек выступов и низших точек впадин (расстояние h1min, h1max, h2min, h2max и т.д.).
За величину неровностей Rz принимают среднее расстояние между пятью высшими точками выступов и пятью низшими точками впадин
Пять высших точек выступов и пять низких точек впадин (см рис. 49) берутся в пре-делах так называемой базовой длины 1, под которой понимается длина участка поверхности, принимаемая для измерения шероховатости.
Новый стандарт предусматривает шесть параметров, из них: три высотных (Ra, Rz, Rmax), два шаговых (S и Sm) и один по опорной длине профиля. Кроме известных парамет-ров Ra и Rz в виде среднего арифметического отклонения профиля и высоты неровностей профиля по десяти точкам введена еще оценка наибольшей высоты профиля Rmax. По своему физическому смыслу Ra характеризует высоту всех неровностей профиля. Rz — наибольших, а Rmax — полную высо¬ту профиля.
Шаговый параметр S характеризует средний шаг неровностей про¬филя по вершинам, Sm — средний шаг неровностей профиля по средней линии в пределах базовой длины l. Ша-говые параметры, значения кото¬рых установлены в пределах 12,5—0,002 мм, характеризуют взаимное расположение точек неровностей — вершин (максимумов) профиля и точек пере-сечения профиля со средней линией (нулей профиля). Их значения показывают в чертежах., когда требуется обеспечить прочность деталей при циклических нагрузках или виброустойчивость.
Относительная опорная длина профиля tp характеризует в продольном направлении фактическую площадь контакта на заданном уровне сечения профиля и определяется как отношение опорной длины профиля к базовой длине. При нормировании шероховатости по-верхности могут еще учитываться требования к точности измерений, соотношения между допусками размера и шероховатостью и т.д.
Параметры оценки шероховатости поверхностей распространяются на все виды материалов, кроме древесины, войлока, фетра и др., имеющих ворсистую поверхность.
Обозначения допусков на шероховатость в соответствии с Международным стандар-том регламентируются ГОСТом.
В табл. 10. приведены классы шероховатости и наибольшие значения Ra и Rz.
Таблица 10. Классы шероховатости и числовые значения Ra и RZ
| Классы шероховатости | Наибольшие значения, мкм | Базовая длина, мм |
| Ra по разрядам | RZ по разрядам |
| а | 6 | в | a | 6 | в |
| 1 | — | — | — | 320 | — | — | 8 |
| 2 | — | — | — | 160 | — | — | |
| 3 | — | — | — | 80 | — | — | |
| 4 | — | — | — | 40 | — | — | |
| 5 | — | — | — | 20 до 10 | — | — | 2,5 |
| 6 | 2,5 | 2 | 1,6 | — | — | — | 0,8 |
| 7 | 1,25 | 1 | 0,8 | — | — | — | |
| 8 | 0,63 | 0,5 | 0,4 | — | — | — | |
| 9 | 0,32 | 0,25 | 0,2 | — | — | — | 0,25 |
| 10 | 0,08 | 0,063 | 0,05 | — | — | — | |
| 11 | 0,08 | 0,063 | 0,05 | — | — | — | |
| 12 | 0,04 | 0,032 | 0,025 | — | — | — | |
| 13 | — | — | — | 0,1 | 0,08 | 0,063 | 0,08 |
| 14 | — | — | — | 0,05 | 0,04 | 0,032 | |