Порядок проверки квалификаций сварщиков - операторов электроконтактных установок, операторов - пояльщиков и сварщиков - операторов дугоконтактных установок
1. Аттестацию бригад и технологического оборудования осуществляет комиссия, назначенная приказом по ССО.
Председателем комиссии назначается главный инженер треста. В состав комиссии включаются представители ССО, главный сварщик треста, представители ЦПИЛ, отдела главного механика треста, главный инженер, главный сварщик, главный механик, начальник ПИЛ управления, руководители проверяемого участка, представители территориальной инспекции по качеству и ИЭС им. Е.О.Патона. Могут быть также приглашены представители ГНТУ Миннефтегазстроя, ВНИИСТа и другие разработчики и изготовители сварочного оборудования.
2. Перед началом сварки трубопровода оператор электроконтактной установки должен сварить допускной стык в следующих случаях:
если сварщик-оператор впервые приступил к сварке трубопровода или имел перерыв в своей работе более 3 мес;
если используют трубы из новых марок сталей, применяют новую технологию сварки или изменяют толщину стенки трубы.
3. Сварку допускного стыка следует проводить в условиях, тождественных с условиями сварки трубопровода.
4. При сварке допускного стыка проверяют умение сварщика-оператора:
контролировать техническое состояние установки и настраивать ее на режим сварки в соответствии с приложением 7 (обязательное) и п.4.3.1;
определять соответствует ли фактический режим сварки установленному по диаграммной записи технологических параметров в процессе сварки; если установки были поставлены без записывающих приборов, то на основании результатов визуального контроля - по щитовым приборам и внешнему виду стыка. Если сварщик-оператор обнаружил отклонение фактического режима сварки от установленного по не зависящим от него причинам, он проводит повторную сварку допускного стыка.
5. Качество сварки допускного стыка определяют:
5.1. По соответствию формы сварного соединения требованиям разд.4 СНиП III-42-80. При несоответствии формы сварного соединения требованиям указанного пункта СНиП стык бракуют и дальнейшим испытаниям не подвергают;
5.2. По результатам механических испытаний
для труб диаметром 108-1420 мм
5.2.1. По образцам на растяжение и изгиб в соответствии с разделом 4 СНиП III-42-80.
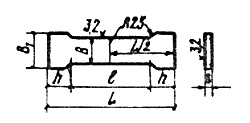
5.2.2. Форма образцов для испытания на растяжение должна соответствовать типу ХIII ГОСТ 6996-66 (рис.1).
Рис.1. Эскиз образца для механических испытаний сварных соединений на растяжение (размеры даны в табл.1 приложения 6)
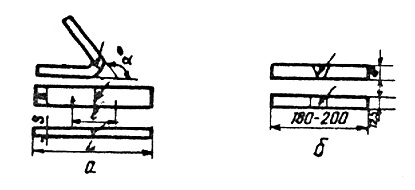
5.2.3. Форма образцов для испытаний на изгиб при толщине стенки трубы до 12,5 мм включительно должна соответствовать типу ХХVII ГОСТ 6996-66. При испытании образцов на ребро его сечение должно быть равно 12,5 мм х стенки трубы (рис.2).
Рис.2. Эскизы образцов для механических испытаний сварных соединений на изгиб:
а - корнем шва наружу или внутрь;
б - на ребро; - длина рабочей части образца, равная 0,3
5.2.4. Диаметр нагружающей оправки (при испытании на изгиб образцов, вырезанных из труб с толщиной стенки до 12,5 мм) должен быть равен четырем толщинам образца, а при испытании изгибом на ребро диаметр нагружающей оправки - 50 мм.
5.2.5. Расслоение основного металла в процессе испытаний образцов на изгиб не является браковочным признаком по качеству сварки. В этих случаях из стыка вырезают дополнительные образцы или испытанию подвергают другой стык.
Таблица 1
| Толщина основного металла , мм | Ширина рабочей части образца , мм | Ширина захватной части образца ,мм | Длина рабочей части образца , мм | Общая длина образца , мм |
| До 6 | 15 ±0,5 | 25 | 50 | |
| Более 6 до 10 | 20 ±0,5 | 30 | 60 | где - длина захватной части образца; устанавливается в зависимости от конструкции испытательной машины |
| Более 10 до 25 | 25 ±0,5 | 35 | 100 | |
| Более 25 до 50 | 30 ±0,5 | 40 | 160 | |
Примечание.
Образцы следует испытывать при скорости нагружения не более 15 мм/мин.
5.2.6. При неудовлетворительных показателях механических свойств образцов производят испытания на удвоенном числе образцов, вырезанных из повторно сваренного стыка.
Для труб диаметром 57-89 мм:
5.2.7. 3 стыков на растяжение и 3 стыков на сплющивание.
5.2.8. Форма образцов для испытания на растяжение должна соответствовать типу ХVIII ГОСТ 6996-66 со снятым усилением снаружи и изнутри трубы (рис.3).
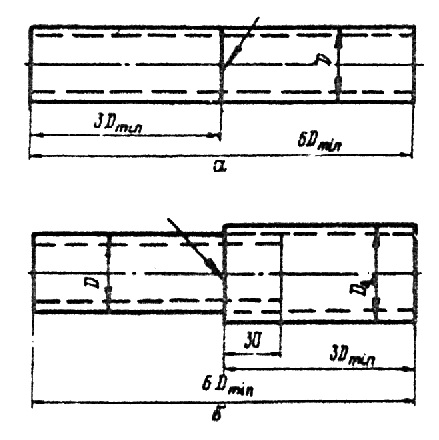
Рис.3. Эскизы трубчатых образцов для испытаний на растяжение по ГОСТ 6996-66:
а - тип ХVIII для труб одинаковых диаметров;
б - тип XIX для труб разных диаметров;
и - диаметры труб
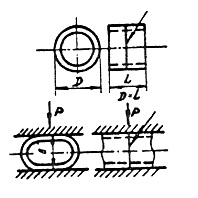
5.2.9. Форма образцов для испытания на сплющивание должна соответствовать типу XXX ГОСТ 6996-66 со снятым усилением снаружи и изнутри трубы (рис.4).
Рис.4. Эскиз трубчатого образца типа XXX для испытания на сплющивание по ГОСТ 6996-66:
диаметр труб; - направление приложения сжимающей нагрузки; - величина просвета между сжимающими плитами; - длина образца
5.2.10. Временное сопротивление разрыву сварного соединения должно быть не меньше нормативного значения временного сопротивления разрыву металла труб.
5.2.11. Испытание на сплющивание производят путем деформации образцов под прессом сжимающей нагрузкой, обязательным условием проведения испытания является плавность нарастания усилия на образец. Испытания проводят со скоростью не более 15 мм/мин. Шов должен располагаться по оси приложения сжимающей нагрузки.
5.2.12. Величина просвета между сжимающими поверхностями при появлении первой трещины на поверхности образца должна быть не менее 20 мм. Появление надрывов длиной до 5 мм по кромкам и на поверхности образца, не развивающихся дальше в процессе испытания, браковочным признаком не является.
5.2.13. Результаты механических испытаний определяют как среднее арифметическое результатов, полученных при испытании 3 образцов. Допускается снижение результатов испытаний для одного образца на 10% ниже нормативного требования, если средний арифметический результат отвечает нормативным требованиям.
5.2.14. При неудовлетворительных механических свойствах испытанных образцов испытания проводятся на их удвоенном числе.
6. При положительных результатах испытаний допускного стыка сварщику-оператору предоставляют право ведения сварочно-монтажных работ при сооружении трубопровода. Если результаты неудовлетворительные, то сварщик-оператор считается не выдержавшим испытания.
7. К индукционной пайке стыков трубопроводов допускается оператор-паяльщик, прошедший соответствующую подготовку по основам индукционной пайки стыков труб и правилам работы на комплексе оборудования. По окончании обучения и сдачи экзамена оператору-паяльщику выдается удостоверение, подтверждающее усвоенный объем знаний и дающее право на проведение работ по индукционной пайке стыков промысловых трубопроводов. При неудовлетворительном качестве работ оператор-паяльщик проходит переаттестацию.
8. К сварке вращающейся дугой (СВД) трубопроводов допускаются операторы, прошедшие соответствующую подготовку и имеющие право работы на оборудовании для СВД.
9. Перед началом сварки трубопровода диаметром 32-60 мм оператор СВД должен сварить 6 допускных стыков в условиях, тождественных с условиями сварки трубопровода.
10. При сварке допускных стыков проверяется:
умение оператора проверить техническое состояние установки и настроить ее на режим сварки;
умение оператора установить и устранить причину, вызвавшую недопустимые отклонения параметров режима сварки, при автоматическом прерывании процесса сварки регулятором напряжения.
11. Допускные стыки проверяют:
визуально по внешнему виду и геометрическим размерам стыка;
по результатам механических испытаний.
12. При визуальном контроле определяют соответствие величины усиления шва и смещения требованиям п.24.
13. Из 6 допускных стыков 3 стыка испытывают на растяжение и 3 стыка - на сплющивание. Механические испытания проводят в соответствии с ГОСТ 6996-66.
14. Временное сопротивление разрыву сварного соединения, определенное на образцах типа ХVIII по ГОСТ 6996-66 (см. рис.3,а) со снятым усилением снаружи трубы, должно быть не меньше минимального нормативного значения временного сопротивления разрыву металла труб. В этом случае в формулу подсчета временного сопротивления вводят значение площади сечения трубы вне шва (если при испытаниях на растяжение концы труб сплющивают для зажима в разрывной машине, расстояние от оси шва до начала сплющенного участка должно быть не менее 2 ).
15. Испытание на сплющивание производят на образцах типа XXX ГОСТ 6996-66 (см. рис.4) со снятым усилением снаружи и изнутри трубы. При испытании образца сварной шов располагают по оси приложения сжимающей нагрузки, как показано на рис.4. Обязательным условием проведения испытания является плавность нарастания усилия на образец. Скорость нагружения не должна превышать 15 мм/мин.
16. Результаты испытаний на сплющивание по п.28 характеризуются величиной просвета между сжимающими плитами при появлении первой трещины на поверхности образца. Величина просвета для труб диаметром 32 мм должна быть не более 3 ; для труб диаметром 57-60 мм - не более 4 ( - толщина стенки трубы в мм). Появление надрывов длиной до 5 мм по кромкам и на поверхности образца, не развивающихся дальше в процессе испытания, браковочным признаком не является.
17. Результаты механических испытаний определяют как среднее арифметическое результатов, полученных при испытании 3 образцов. Если средний арифметический результат отвечает нормативным требованиям, допускается снижение результатов испытаний для одного образца на 10% ниже нормативного требования.
18. При неудовлетворительных механических свойствах испытанных образцов испытания проводятся на их удвоенном числе. В случае получения при повторном испытании неудовлетворительных результатов оператор признается не выдержавшим испытание.
19. При положительных результатах испытаний допускных стыков оператору предоставляется право ведения СВД при сооружении трубопровода.