вид
16 Июля 2026г, Четверг€ — 88.9097, $ — 77.9568


Постепенно, с приходом на арматурный рынок РФ западных производителей приводов и исполнительных механизмов для ТПА, с идеологией SMART арматуры, диагностики в режиме реального времени, цифровых двойников и иных модных тенденций восприятие привода стало постепенно меняться.
В современной промышленности на большинстве объектов, где применяется ТПА, предъявляются все более жесткие и конкретные требования к приводам и системам управления арматурой. Арматура, эксплуатируемая на основных технологических линиях, внедрена в автоматическую систему управления и в ручном режиме эксплуатируется либо при проведении пусконаладочных работ, либо при аварийной ситуации.
К примеру, суммарная стоимость пневмопривода и локальной системы пневматического управления, смонтированных на относительно дешевую арматуру (как вариант – затвор поворотный дисковый) и арматуру малых диаметров, может достигать 90-95 процентов от общей стоимости всего изделия.
Из вышеуказанных тезисов можно сделать вывод, что верная и полная интерпретация требований в техническом задании и опросном листе, подбор комплектующих пневматической системы управления с учетом требований ТЗ и ОЛ, оптимально выбранная пневматическая схема, конструкторская проработка оптимальной компоновки системы управления на пневмоприводе является не менее важной, а зачастую более значимой и трудоемкой инженерной задачей, нежели непосредственно подбор арматуры под заданные параметры рабочей среды в трубопроводе.
Хотелось бы обратить внимание, что задача поставки оборудования, отвечающего требованием технологического процесса и готового для внедрения в систему автоматизации предприятия, в равной степени ответственности ложится как на проектировщиков, так и на инжиниринговую компанию, которая вовлечена в подбор и поставку оборудования.

Порой складывается ощущение, что вышеуказанные субъекты экономической деятельности говорят на разном техническом языке. Особенно если ТЗ или ОЛ проектировщик переводит на русский язык из технической документации зарубежного лицензиата.
На память как яркий пример данного недопонимания приходит практический случай из личного инженерного опыта. На рассмотрение и предложение технического решения поступили технические требования, сформулированные следующим образом: вариант 2 (табл. 1). (Выдержка, приведены только ключевые для выбора оборудования требования). После анализа и предварительной проработки было предложено изменить одно требование в ТЗ (табл. 2).

Отличие предложенного изменения от исходных технических требований лишь в типе привода. Казалось бы, незначительное изменение на практике приводит к глобальным последствиям.
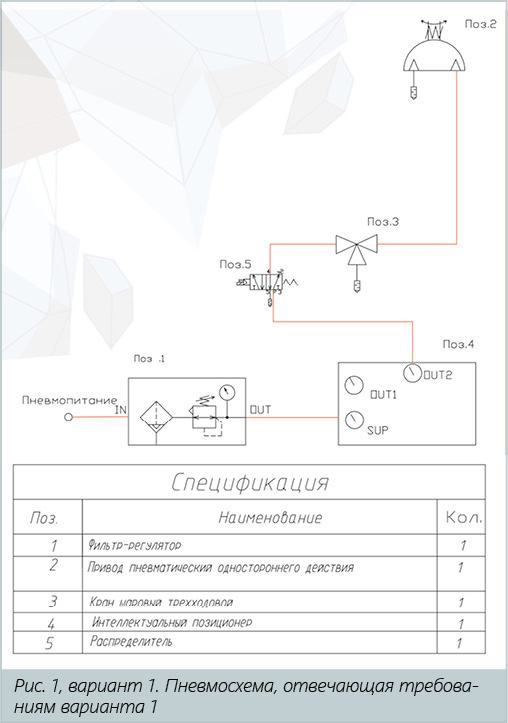
На рис. 1, вариант 1 представлена пневмосхема, отвечающая требованиям варианта 1. На рис 1, вариант 2 представлена пневмосхема, отвечающая исходным требованиям варианта 2.
Как видим, в варианте 2 дополнительно добавляется следующее пневматическое оборудование:
• пневматический ресивер;
• клапан обратный;
• пневматический распределитель, 2 шт.
Стоимость дополнительных комплектующих для реализации пневматической схемы по варианту 2 приводит к двукратному увеличению стоимости по сравнению с вариантом 1.
Кроме того, это приводит и к увеличению массогабаритных характеристик, увеличению трудоемкости при монтаже и инсталляции. И самое неочевидное, но самое главное – увеличение пневматических элементов в пневматической схеме управления приведет к общему снижению надежности системы управления.
Единственным плюсом применения пневмосхемы вариант 2 является незначительная (приблизительно 5-10 процентов) меньшая стоимость пневмопривода ДД по сравнению с ОД.
Методология работы пневматического привода для данных двух пневматических схем идентична. При отсутствии давления сжатого воздуха пневмопривод переходит в заранее предопределенное положение. В одном случае (рис. 1, вариант 1) за счет возвратных пружин, во втором за счет давления сжатого воздуха из ресивера – «пневматическая пружина» (рис. 1, вариант 2).
Из рассмотренного случая очевидно, что наиважнейшей задачей в подборе оборудования и проектировании пневматической системы управления является не формальное следование требованиям ОЛ, а творческий инженерный подход. Одна и та же инженерная задача имеет несколько решений, принципиально отличающихся по стоимости, надежности, удобству в эксплуатации.
Размещено в номере: «Вестник арматуростроителя», № 6 (62) 2020




 Фоторепортаж с VIII Международной проектной конференции по трубопроводным системам на...
Фоторепортаж с VIII Международной проектной конференции по трубопроводным системам на...
 ООО «Завод «Сателлит» успешно прошло технический аудит ИНТИ
ООО «Завод «Сателлит» успешно прошло технический аудит ИНТИ
 Компания «НПО АСТА» включена в ежегодный каталог «Сделано в Воскресенске 2026»
Компания «НПО АСТА» включена в ежегодный каталог «Сделано в Воскресенске 2026»
















