Электрошлаковый переплав - от А до Я - тонкости процесса ч.1
23 Февраля 2012
В продолжении освещения технологий машиностроения в изготовлении трубопроводной арматуры и деталей трубопроводов сегодня мы предлагаем Вам ознакомиться с первой частью интересной статьи о процессе и преимуществах электрошлакового переплава - все больше применяющегося при производстве качественных отливок деталей трубопроводной арматуры и отливок деталей трубопроводов.
Методами внепечной обработки металла такими как вакумирование, продувка расплава газами, порошками, можно получить глубоко рафинированный жидкий металл, по качеству не отличающейся от жидкого металла ЭШП. Но потребителя всегда интересует конечный результат в виде отливки. Для получения высококачественной отливки недостаточно иметь жидкий очищенный метал. Необходимо создать условия для воздействия в нужном направлении на процессы первичной кристаллизации происходящие в ней. Действие законов кристаллизации расплава неизбежно для металлов полученных любыми способами.
Отличительные особенности электрошлакового переплава металла от других металлургических способов литья. Металл, полученный с помощью технологии электрошлакового переплава дает в отливке плотность недостижимую ни одним процессом внепечной обработки расплава.
Электрошлаковый переплав это финишная обработка жидкого метала от неметаллических включений, газов и вредных примесей. Металл плавится за счет джоулевого тепла выделяющегося в расплавленном слое высокоактивного, синтетического, жидкого шлака и стекает сквозь него в виде капель, накапливаясь в нижней части тигля. При электрошлаковом переплаве поверхность капель на несколько порядков больше открытой поверхности ванны металла с которой при других способах плавки специальным инструментом собирают всплывший шлам. Капли металла, перегреваясь выделяют содержащиеся в них газы, и шлак за счет близкого к неметаллическим включениям химического состава, собирает их с поверхности капель, увеличивая очищающий эффект. Шлак защищает расплавляемый метал от окисления в течении всего времени плавки и кристаллизации в форме.
Это процесс в котором не горит дуга контактирующая с поверхностью жидкого метала и сопутствующая его окислению. Нет нагрева внешней поверхности плавящейся шихты индукционными полями и контакта жидкого металла с воздухом. Расплавленный металл не стекает по поверхности нагреваемой шихты вниз, как например, в неплотной завалке индукционного тигля или дуговой печи и не увлекает за собой пленку из окислов, образующихся в процессе нагрева.
При электрошлаковом накоплении жидкого металла, окислительные процессы легирующих элементов в разы меньше чем в печах открытой выплавки. Выделение газов во время плавки при электрошлаковом литье на порядок ниже чем при работе например дуговой печи.
При визуальном сравнении, из тигля электрошлаковой печи емкостью 300кг. выделяется столько же дыма, как от трех сварочных электродов МР зажженных одновременно. Технология электрошлакового переплава не требует дополнительного наведения и многократного скачивания шлака с поверхности металла.
Основы технологии Электрошлакового процесса.
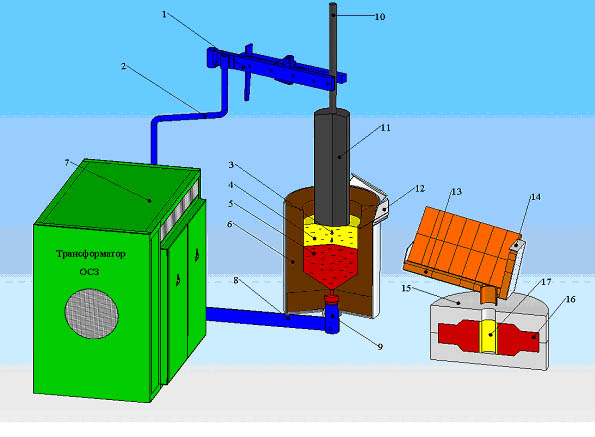
Процесс электрошлакового литья заключается в закреплении расходуемого электрода, изготовленного из отработанных деталей, приваренных друг к другу кусков металла, на подвижный электрододержатель электрошлаковой установки «Плавка1М» , разведение жидкого шлака в тигле и переплава электрода при заданном оператором токе плавки.
Для получения отливок способом электрошлакового литья не требуется участок под подготовку земляных форм, они не используются из за насыщения газами кристаллизирующегося металла. После переплава, расплав из тигля сливается во вращающуюся или неподвижную металлическую форму. Первым в форму идет шлак, смачивая внутреннюю поверхность формы и образуя на ней корочку керамического гарнисажа.
Затем начинает поступать жидкий металл, причем во время слива на поверхности струи металла присутствует пленка из шлака, защищающая её от контакта с воздухом. Жидкий металл кристаллизуется без соприкосновений с формой и не прилипает к ней. Из за меньшей плотности, оставшийся в жидком состоянии шлак выдавливается вверх при литье в кристаллизатор или в центральное отверстие отливки, образованное центробежными силами и подпитывает теплом кристаллизирующуюся отливку. Кристаллизация идёт от холодной стенки формы к горячему шлаку. За счет этого процесса усадочные дефекты полностью выходят в шлак. Отливка при кристаллизации выдерживается в форме из расчета 10кг. - одна минута выдержки. Через 30 минут в форме кристаллизуется отливка массой 300кг.
После кристаллизации отливки её вытаскивают из формы и в течении 2 – 3 минут выбивают шлак из её центрального отверстия.
Шлак с верхней части отливки убирается без всяких усилий. В дальнейшем отливку опускают в термос и под действием внутреннего тепла она отжигается без образования микротрещин, даже если в литейном цеху отрицательная температура.
Качество поверхности отливок произведенных способом электрошлакового литья позволяет оставлять минимальные припуски на мех обработку 3 – 5 мм. Механические свойства литого металла не уступают свойствам кованного, полученного в печах открытой выплавки. При правильно выполненной технологии трещины и поры отсутствуют полностью.
При необходимости получить жидкий металл без шлака на поверхности, как например при индукционным литье, тигель наклоняют, сливают шлак в шлаковню, остатки снимают ложкой и сливают чистый метал в разливочный ковш, из которого можно заливать керамические или спецформы. Также существует способ непосредственной разливки из тигля чистого электрошлакового металла в керамические формы. Шлак в прибыльную часть формы стекает после полного слива чистого металла и в 2 раза интенсивнее жидкого металла залитого в прибыль и стояк выводит усадочные дефекты.
Конец первой части
Продолжение следует
Материал любезно предоставлен Бутовым Евгением Анатольевичем (elektroshlak@mail.ru)
 В продолжении освещения технологий машиностроения в изготовлении трубопроводной арматуры и деталей трубопроводов сегодня мы предлагаем Вам ознакомиться с первой частью интересной статьи о процессе и преимуществах электрошлакового переплава - все больше применяющегося при производстве качественных отливок деталей трубопроводной арматуры и отливок деталей трубопроводов.
В продолжении освещения технологий машиностроения в изготовлении трубопроводной арматуры и деталей трубопроводов сегодня мы предлагаем Вам ознакомиться с первой частью интересной статьи о процессе и преимуществах электрошлакового переплава - все больше применяющегося при производстве качественных отливок деталей трубопроводной арматуры и отливок деталей трубопроводов. Электрошлаковый переплав это финишная обработка жидкого метала от неметаллических включений, газов и вредных примесей. Металл плавится за счет джоулевого тепла выделяющегося в расплавленном слое высокоактивного, синтетического, жидкого шлака и стекает сквозь него в виде капель, накапливаясь в нижней части тигля. При электрошлаковом переплаве поверхность капель на несколько порядков больше открытой поверхности ванны металла с которой при других способах плавки специальным инструментом собирают всплывший шлам. Капли металла, перегреваясь выделяют содержащиеся в них газы, и шлак за счет близкого к неметаллическим включениям химического состава, собирает их с поверхности капель, увеличивая очищающий эффект. Шлак защищает расплавляемый метал от окисления в течении всего времени плавки и кристаллизации в форме.
Электрошлаковый переплав это финишная обработка жидкого метала от неметаллических включений, газов и вредных примесей. Металл плавится за счет джоулевого тепла выделяющегося в расплавленном слое высокоактивного, синтетического, жидкого шлака и стекает сквозь него в виде капель, накапливаясь в нижней части тигля. При электрошлаковом переплаве поверхность капель на несколько порядков больше открытой поверхности ванны металла с которой при других способах плавки специальным инструментом собирают всплывший шлам. Капли металла, перегреваясь выделяют содержащиеся в них газы, и шлак за счет близкого к неметаллическим включениям химического состава, собирает их с поверхности капель, увеличивая очищающий эффект. Шлак защищает расплавляемый метал от окисления в течении всего времени плавки и кристаллизации в форме.