вид
28 Марта 2026г, Суббота€ — 93.4247, $ — 81.1443

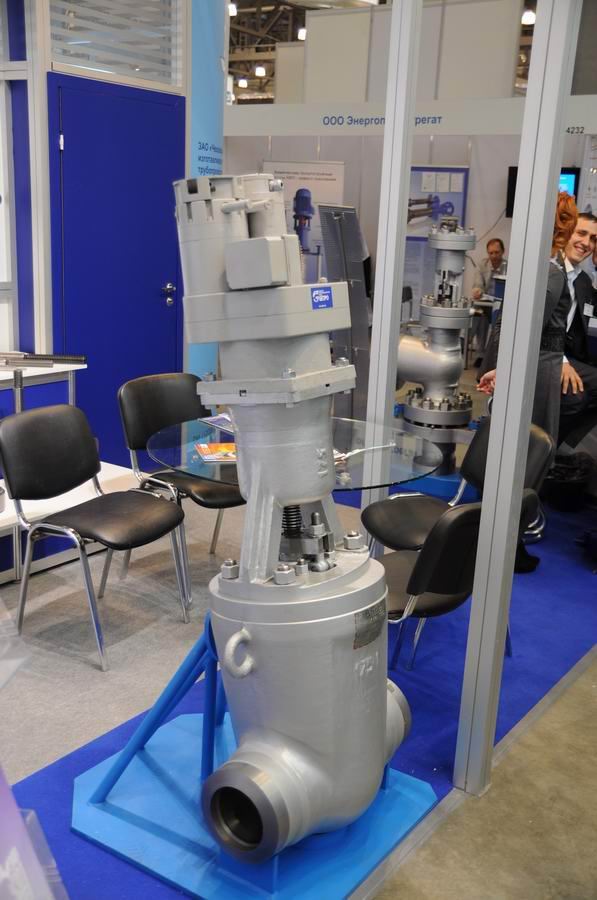
 Из новых заводов выступивших на PCVEXPO-2010 стоит отметить сравнительное молодое но достаточно динамично развивающееся предприятие - Чеховский завод "Машиностроитель".
Из новых заводов выступивших на PCVEXPO-2010 стоит отметить сравнительное молодое но достаточно динамично развивающееся предприятие - Чеховский завод "Машиностроитель". 






 АО «Руст-95». Итоги 2025 года
АО «Руст-95». Итоги 2025 года
 Фото недели: ГК LD подала документы на регистрацию своего промышленного технопарка по...
Фото недели: ГК LD подала документы на регистрацию своего промышленного технопарка по...
 Завод «УЗТПА» осваивает выпуск вертикальных абонентских грязевиков «УГРЕША ГВА»
Завод «УЗТПА» осваивает выпуск вертикальных абонентских грязевиков «УГРЕША ГВА»
















