вид
24 Апреля 2024г, Среда€ — 99.5609, $ — 93.2918
Перед вами вторая часть серии материалов об анализе песков различных месторождений, влияющих на качество жидкостекольных смесей. Материал опубликован во втором номере журнала «Вестник арматуростроителя».
● Ткаченко Станислав Степанович, президент ЛенАл, заместитель директора научно-исследовательского сектора филиала Российской академии художеств «Творческая мастерскя литейный двор»;
● Соколов Александр Владимирович, руководитель проектов научно-исследовательского сектора филиала Российской академии художеств «Творческая мастерская литейный двор»;
● Михайлов Олег Викторович, директор творческой мастерской РАХ;
● Дружевский Михаил Александрович, ведущий специалист ООО «РОДОНИТ».
По экспертной оценке, 70 % загрязнений природной среды от литейных цехов приходится на производителей литья с использованием синтетических смол для ХТС. По нашему мнению, будущее за связующими неорганического происхождения (НОС).

Это объясняется гарантированным наличием сырьевых материалов в промышленных объемах, минимальным отрицательным воздействием на окружающую среду в результате исключения отходов и возможности их повторного использования, разработки безопасных способов отверждения при изготовлении форм и стержней, улучшении условий труда на рабочих местах в связи с отсутствием выбросов в атмосферу, конденсатов и запахов. В мире ведутся интенсивные исследования формирования начальной, поверхностной и остаточной прочности, улучшения качества поверхности отливок (металлофосфатные смеси, жидкостекольные, неорганические связующие на основе сульфата магния и др.). Особого внимания заслуживает жидкое стекло в качестве связующего. Ничего лучше в этом качестве наша наука до сих пор не придумала. Новое – это хорошо забытое старое. Возможности этой технологии далеко еще не исчерпаны. Из лидеров 60-х-80-х годов прошлого века по применению жидкостекольных смесей различных классов мы стали объектом химизации литейного производства, пришедшей с Запада. Исследования последних лет позволяют считать жидкостекольные смеси фактором модернизации литейного производства. Использование новых методов отверждения ортосиликатов натрия газом, эфиром или кислотами делают этот процесс перспективным.
Для сопоставления прочностных свойств смесей исследовали жидкостекольные ХТС с песком Балашейского месторождения (Самарская область).
Марка песка – 1К2О303:
• содержание глинистой – 0,2 %, не более;
• содержание кварца – 98 %, не менее;
• коэффициент однородности – от 60 % до 70 %;
• средний размер зерна – 0,3 мм.
Балашейский песок по сравнению с Новинским имеет более высокие показатели качества: минимальное содержание глинистой (не более 0,2 %), высокое содержание кварца (не менее 98 %), высокий коэффициент однородности (60-70 %).
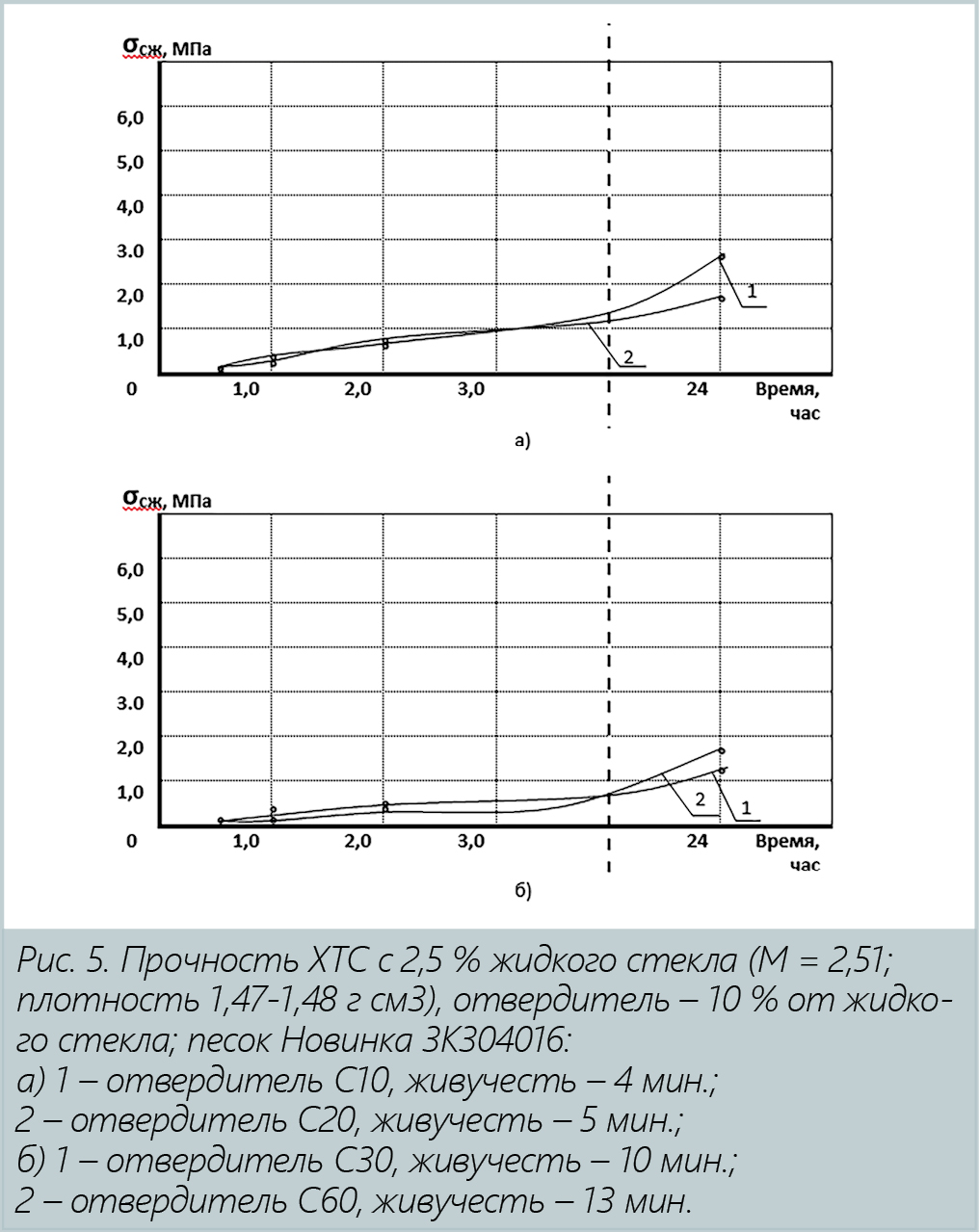
Песок также имеет более округлую форму и высокое качество поверхности. Структуры песков представлены на рис. 4, прочность – на рис. 5.
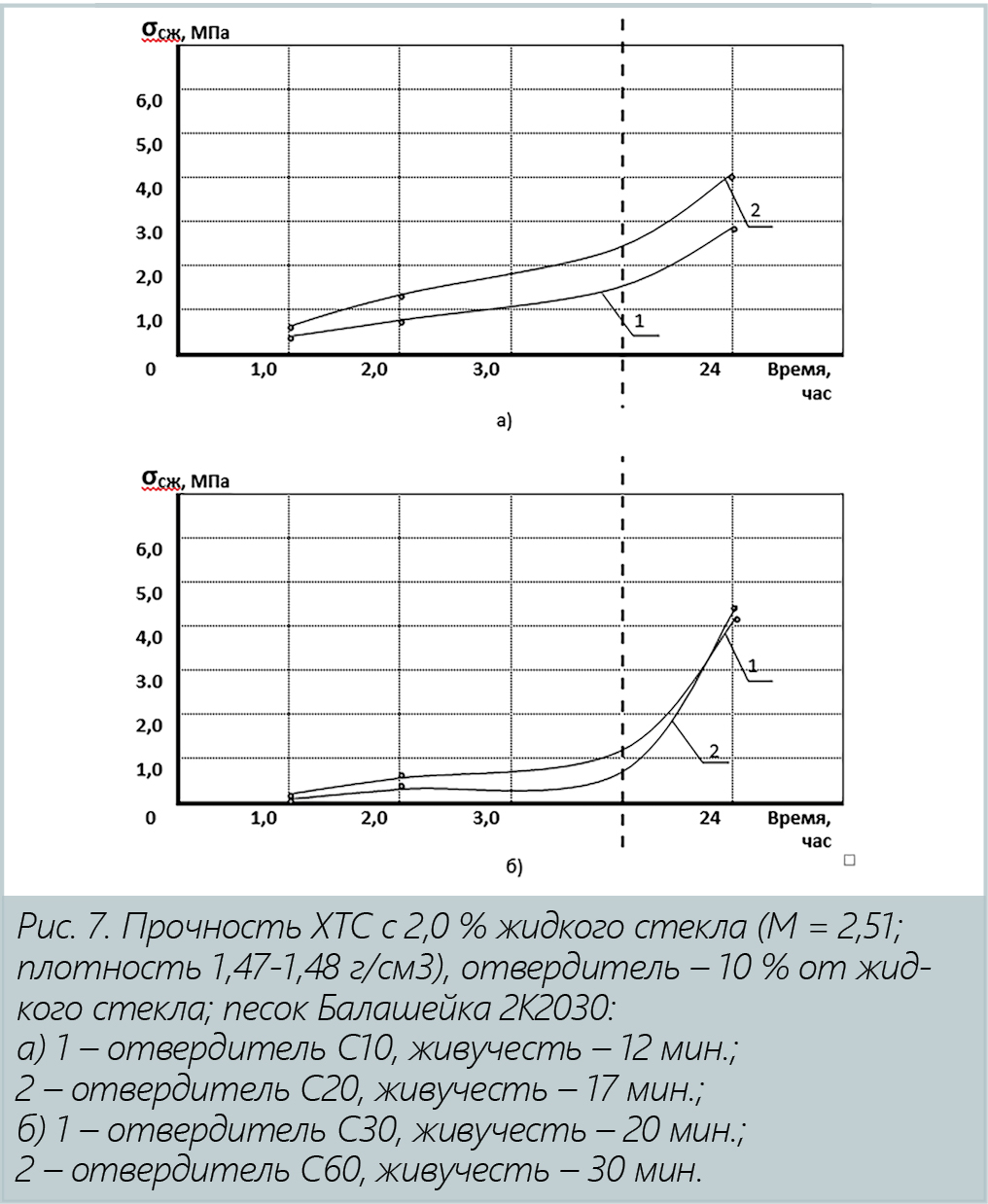
Они, естественно, несколько ниже аналогичной смеси с 3,0 %, но существенно выше смесей с Новинским песком при 2,5 % жидкого стекла. Заданные прочностные свойства получены уже через 2 часа. На рис. 7б представлены данные для ХТС с отвердителями С30 и С60. Живучести были 20 и 30 минут соответственно. Прочности для С30 через 1 час практически не было (0,15 МПа). Через 2 часа – 0,6 МПа и 24 часа – 4,1 МПа. Для С60 прочности соответственно составили: через 1 час – нет; 2 часа – 0,3 МПа; 24 часа – 4,4 МПа. Таким образом, при 2,0 % жидкого стекла получены высокие прочностные показатели ХТС, существенно выше, чем при 2,5 % на Новинском песке. Такие составы могут быть рекомендованы для применения в литейных цехах.
Литература
1. Ткаченко С.С., Кривицкий В.С. Потенциал литейного производства Санкт-Петербурга и Ленинградской области / Сб. трудов международной научно-технической конференции // Литейное производство сегодня и завтра». – 2016.
2. Жуковский С. С. Технология литейного производства: формовочные и стержневые смеси. – Брянск: Издательство БГТУ. – 2002. – С. 469.
3. Жуковский С. С. Кафтанников А.С. Применение холоднотвердеющих смесей, применяемых на предприятиях России. Литейщик России. – 2004. – № 10.
4. Жуковский С. С. Холоднотвердеющие связующие и смеси для литейных стержней и форм. Справочник. – Москва: Машиностроение. – 2010. – С. 255.
5. Куракевич Б. В., Милеева Т. С. Современные связующие композиции для холоднотвердеющих форм и стержней // Литейное производство. – 2005. – № 4.
6. Семенов А. А., Бедрин Н. И., Кузнецов В. Г., Одинокова С. Е., Денисова Л. Н. Освоение холоднотвердеющих смесей на ОАО «Аскольский завод металлургического машиностроения» // Литейное производство. – 2004. – № 5.
7. Илларионов И. Е., Пестряева Г.Ш., Садетдинов Ш.В., Стрельников И.А. Влияние метаборатов лития, натрия и калия на свойства фосфатных холоднотвердеющих смесей. Литейное производство. – 2019. – № 12.
8. Илларионов И.Е. Пути улучшения качества отливов Теория и технология металлургического производства. – 2016. – № 1.
Сравнительный анализ песков различных месторождений, влияющих на качество жидкостекольных смесей. Часть 1 смотрите здесь >>>
 Представители ООО «Газпром межрегионгаз» высоко оценили организацию процесса...
Представители ООО «Газпром межрегионгаз» высоко оценили организацию процесса...
 Корпорация АК «ЭСКМ» осуществила поставку первой партии задвижек ВД Ду500 для Курской...
Корпорация АК «ЭСКМ» осуществила поставку первой партии задвижек ВД Ду500 для Курской...
 Руководство ПП «Мехмаш» провело переговоры в рамках международной промышленной выставки...
Руководство ПП «Мехмаш» провело переговоры в рамках международной промышленной выставки...