–≠–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤—Л–є –њ–µ—А–µ–њ–ї–∞–≤ - –Њ—В –Р –і–Њ –ѓ - —В–Њ–љ–Ї–Њ—Б—В–Є –њ—А–Њ—Ж–µ—Б—Б–∞ —З.1–І–Є—В–∞—В—М –њ–Њ–ї–љ—Г—О —Б—В–∞—В—М—О >>> –Т –њ—А–Њ–і–Њ–ї–ґ–µ–љ–Є–Є –Њ—Б–≤–µ—Й–µ–љ–Є—П —В–µ—Е–љ–Њ–ї–Њ–≥–Є–є –Љ–∞—И–Є–љ–Њ—Б—В—А–Њ–µ–љ–Є—П –≤ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–љ–Њ–є –∞—А–Љ–∞—В—Г—А—Л –Є –і–µ—В–∞–ї–µ–є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–Њ–≤ —Б–µ–≥–Њ–і–љ—П –Љ—Л –њ—А–µ–і–ї–∞–≥–∞–µ–Љ –Т–∞–Љ –Њ–Ј–љ–∞–Ї–Њ–Љ–Є—В—М—Б—П —Б –њ–µ—А–≤–Њ–є —З–∞—Б—В—М—О –Є–љ—В–µ—А–µ—Б–љ–Њ–є —Б—В–∞—В—М–Є –Њ –њ—А–Њ—Ж–µ—Б—Б–µ –Є –њ—А–µ–Є–Љ—Г—Й–µ—Б—В–≤–∞—Е —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–њ–ї–∞–≤–∞ - –≤—Б–µ –±–Њ–ї—М—И–µ –њ—А–Є–Љ–µ–љ—П—О—Й–µ–≥–Њ—Б—П –њ—А–Є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ –Ї–∞—З–µ—Б—В–≤–µ–љ–љ—Л—Е –Њ—В–ї–Є–≤–Њ–Ї –і–µ—В–∞–ї–µ–є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–љ–Њ–є –∞—А–Љ–∞—В—Г—А—Л –Є –Њ—В–ї–Є–≤–Њ–Ї –і–µ—В–∞–ї–µ–є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–Њ–≤.
–Т –њ—А–Њ–і–Њ–ї–ґ–µ–љ–Є–Є –Њ—Б–≤–µ—Й–µ–љ–Є—П —В–µ—Е–љ–Њ–ї–Њ–≥–Є–є –Љ–∞—И–Є–љ–Њ—Б—В—А–Њ–µ–љ–Є—П –≤ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–љ–Њ–є –∞—А–Љ–∞—В—Г—А—Л –Є –і–µ—В–∞–ї–µ–є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–Њ–≤ —Б–µ–≥–Њ–і–љ—П –Љ—Л –њ—А–µ–і–ї–∞–≥–∞–µ–Љ –Т–∞–Љ –Њ–Ј–љ–∞–Ї–Њ–Љ–Є—В—М—Б—П —Б –њ–µ—А–≤–Њ–є —З–∞—Б—В—М—О –Є–љ—В–µ—А–µ—Б–љ–Њ–є —Б—В–∞—В—М–Є –Њ –њ—А–Њ—Ж–µ—Б—Б–µ –Є –њ—А–µ–Є–Љ—Г—Й–µ—Б—В–≤–∞—Е —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–њ–ї–∞–≤–∞ - –≤—Б–µ –±–Њ–ї—М—И–µ –њ—А–Є–Љ–µ–љ—П—О—Й–µ–≥–Њ—Б—П –њ—А–Є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ –Ї–∞—З–µ—Б—В–≤–µ–љ–љ—Л—Е –Њ—В–ї–Є–≤–Њ–Ї –і–µ—В–∞–ї–µ–є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–љ–Њ–є –∞—А–Љ–∞—В—Г—А—Л –Є –Њ—В–ї–Є–≤–Њ–Ї –і–µ—В–∞–ї–µ–є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–Њ–≤.–Ь–µ—В–Њ–і–∞–Љ–Є –≤–љ–µ–њ–µ—З–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є –Љ–µ—В–∞–ї–ї–∞ —В–∞–Ї–Є–Љ–Є –Ї–∞–Ї –≤–∞–Ї—Г–Љ–Є—А–Њ–≤–∞–љ–Є–µ, –њ—А–Њ–і—Г–≤–Ї–∞ —А–∞—Б–њ–ї–∞–≤–∞ –≥–∞–Ј–∞–Љ–Є, –њ–Њ—А–Њ—И–Ї–∞–Љ–Є, –Љ–Њ–ґ–љ–Њ –њ–Њ–ї—Г—З–Є—В—М –≥–ї—Г–±–Њ–Ї–Њ —А–∞—Д–Є–љ–Є—А–Њ–≤–∞–љ–љ—Л–є –ґ–Є–і–Ї–Є–є –Љ–µ—В–∞–ї–ї, –њ–Њ –Ї–∞—З–µ—Б—В–≤—Г –љ–µ –Њ—В–ї–Є—З–∞—О—Й–µ–є—Б—П –Њ—В –ґ–Є–і–Ї–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞ –≠–®–Я. –Э–Њ –њ–Њ—В—А–µ–±–Є—В–µ–ї—П –≤—Б–µ–≥–і–∞ –Є–љ—В–µ—А–µ—Б—Г–µ—В –Ї–Њ–љ–µ—З–љ—Л–є —А–µ–Ј—Г–ї—М—В–∞—В –≤ –≤–Є–і–µ –Њ—В–ї–Є–≤–Ї–Є. –Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –≤—Л—Б–Њ–Ї–Њ–Ї–∞—З–µ—Б—В–≤–µ–љ–љ–Њ–є –Њ—В–ї–Є–≤–Ї–Є –љ–µ–і–Њ—Б—В–∞—В–Њ—З–љ–Њ –Є–Љ–µ—В—М –ґ–Є–і–Ї–Є–є –Њ—З–Є—Й–µ–љ–љ—Л–є –Љ–µ—В–∞–ї. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Њ–Ј–і–∞—В—М —Г—Б–ї–Њ–≤–Є—П –і–ї—П –≤–Њ–Ј–і–µ–є—Б—В–≤–Є—П –≤ –љ—Г–ґ–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є –љ–∞ –њ—А–Њ—Ж–µ—Б—Б—Л –њ–µ—А–≤–Є—З–љ–Њ–є –Ї—А–Є—Б—В–∞–ї–ї–Є–Ј–∞—Ж–Є–Є –њ—А–Њ–Є—Б—Е–Њ–і—П—Й–Є–µ –≤ –љ–µ–є. –Ф–µ–є—Б—В–≤–Є–µ –Ј–∞–Ї–Њ–љ–Њ–≤ –Ї—А–Є—Б—В–∞–ї–ї–Є–Ј–∞—Ж–Є–Є —А–∞—Б–њ–ї–∞–≤–∞ –љ–µ–Є–Ј–±–µ–ґ–љ–Њ –і–ї—П –Љ–µ—В–∞–ї–ї–Њ–≤ –њ–Њ–ї—Г—З–µ–љ–љ—Л—Е –ї—О–±—Л–Љ–Є —Б–њ–Њ—Б–Њ–±–∞–Љ–Є.
–Ю—В–ї–Є—З–Є—В–µ–ї—М–љ—Л–µ –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–њ–ї–∞–≤–∞ –Љ–µ—В–∞–ї–ї–∞ –Њ—В –і—А—Г–≥–Є—Е –Љ–µ—В–∞–ї–ї—Г—А–≥–Є—З–µ—Б–Ї–Є—Е —Б–њ–Њ—Б–Њ–±–Њ–≤ –ї–Є—В—М—П. –Ь–µ—В–∞–ї–ї, –њ–Њ–ї—Г—З–µ–љ–љ—Л–є —Б –њ–Њ–Љ–Њ—Й—М—О —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–њ–ї–∞–≤–∞ –і–∞–µ—В –≤ –Њ—В–ї–Є–≤–Ї–µ –њ–ї–Њ—В–љ–Њ—Б—В—М –љ–µ–і–Њ—Б—В–Є–ґ–Є–Љ—Г—О –љ–Є –Њ–і–љ–Є–Љ –њ—А–Њ—Ж–µ—Б—Б–Њ–Љ –≤–љ–µ–њ–µ—З–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є —А–∞—Б–њ–ї–∞–≤–∞.–≠–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤—Л–є –њ–µ—А–µ–њ–ї–∞–≤ —Н—В–Њ —Д–Є–љ–Є—И–љ–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞ –ґ–Є–і–Ї–Њ–≥–Њ –Љ–µ—В–∞–ї–∞ –Њ—В –љ–µ–Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е –≤–Ї–ї—О—З–µ–љ–Є–є, –≥–∞–Ј–Њ–≤ –Є –≤—А–µ–і–љ—Л—Е –њ—А–Є–Љ–µ—Б–µ–є. –Ь–µ—В–∞–ї–ї –њ–ї–∞–≤–Є—В—Б—П –Ј–∞ —Б—З–µ—В –і–ґ–Њ—Г–ї–µ–≤–Њ–≥–Њ —В–µ–њ–ї–∞ –≤—Л–і–µ–ї—П—О—Й–µ–≥–Њ—Б—П –≤ —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–Љ —Б–ї–Њ–µ –≤—Л—Б–Њ–Ї–Њ–∞–Ї—В–Є–≤–љ–Њ–≥–Њ, —Б–Є–љ—В–µ—В–Є—З–µ—Б–Ї–Њ–≥–Њ, –ґ–Є–і–Ї–Њ–≥–Њ —И–ї–∞–Ї–∞ –Є —Б—В–µ–Ї–∞–µ—В —Б–Ї–≤–Њ–Ј—М –љ–µ–≥–Њ –≤ –≤–Є–і–µ –Ї–∞–њ–µ–ї—М, –љ–∞–Ї–∞–њ–ї–Є–≤–∞—П—Б—М –≤ –љ–Є–ґ–љ–µ–є —З–∞—Б—В–Є —В–Є–≥–ї—П. –Я—А–Є —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–Љ –њ–µ—А–µ–њ–ї–∞–≤–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Ї–∞–њ–µ–ї—М –љ–∞ –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –њ–Њ—А—П–і–Ї–Њ–≤ –±–Њ–ї—М—И–µ –Њ—В–Ї—А—Л—В–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –≤–∞–љ–љ—Л –Љ–µ—В–∞–ї–ї–∞ —Б –Ї–Њ—В–Њ—А–Њ–є –њ—А–Є –і—А—Г–≥–Є—Е —Б–њ–Њ—Б–Њ–±–∞—Е –њ–ї–∞–≤–Ї–Є —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л–Љ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–Љ —Б–Њ–±–Є—А–∞—О—В –≤—Б–њ–ї—Л–≤—И–Є–є —И–ї–∞–Љ. –Ъ–∞–њ–ї–Є –Љ–µ—В–∞–ї–ї–∞, –њ–µ—А–µ–≥—А–µ–≤–∞—П—Б—М –≤—Л–і–µ–ї—П—О—В —Б–Њ–і–µ—А–ґ–∞—Й–Є–µ—Б—П –≤ –љ–Є—Е –≥–∞–Ј—Л, –Є —И–ї–∞–Ї –Ј–∞ —Б—З–µ—В –±–ї–Є–Ј–Ї–Њ–≥–Њ –Ї –љ–µ–Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–Љ –≤–Ї–ї—О—З–µ–љ–Є—П–Љ —Е–Є–Љ–Є—З–µ—Б–Ї–Њ–≥–Њ —Б–Њ—Б—В–∞–≤–∞, —Б–Њ–±–Є—А–∞–µ—В –Є—Е —Б –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ї–∞–њ–µ–ї—М, —Г–≤–µ–ї–Є—З–Є–≤–∞—П –Њ—З–Є—Й–∞—О—Й–Є–є —Н—Д—Д–µ–Ї—В. –®–ї–∞–Ї –Ј–∞—Й–Є—Й–∞–µ—В —А–∞—Б–њ–ї–∞–≤–ї—П–µ–Љ—Л–є –Љ–µ—В–∞–ї –Њ—В –Њ–Ї–Є—Б–ї–µ–љ–Є—П –≤ —В–µ—З–µ–љ–Є–Є –≤—Б–µ–≥–Њ –≤—А–µ–Љ–µ–љ–Є –њ–ї–∞–≤–Ї–Є –Є –Ї—А–Є—Б—В–∞–ї–ї–Є–Ј–∞—Ж–Є–Є –≤ —Д–Њ—А–Љ–µ.
–≠—В–Њ –њ—А–Њ—Ж–µ—Б—Б –≤ –Ї–Њ—В–Њ—А–Њ–Љ –љ–µ –≥–Њ—А–Є—В –і—Г–≥–∞ –Ї–Њ–љ—В–∞–Ї—В–Є—А—Г—О—Й–∞—П —Б –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М—О –ґ–Є–і–Ї–Њ–≥–Њ –Љ–µ—В–∞–ї–∞ –Є —Б–Њ–њ—Г—В—Б—В–≤—Г—О—Й–∞—П –µ–≥–Њ –Њ–Ї–Є—Б–ї–µ–љ–Є—О. –Э–µ—В –љ–∞–≥—А–µ–≤–∞ –≤–љ–µ—И–љ–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–ї–∞–≤—П—Й–µ–є—Б—П —И–Є—Е—В—Л –Є–љ–і—Г–Ї—Ж–Є–Њ–љ–љ—Л–Љ–Є –њ–Њ–ї—П–Љ–Є –Є –Ї–Њ–љ—В–∞–Ї—В–∞ –ґ–Є–і–Ї–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞ —Б –≤–Њ–Ј–і—Г—Е–Њ–Љ. –†–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ—Л–є –Љ–µ—В–∞–ї–ї –љ–µ —Б—В–µ–Ї–∞–µ—В –њ–Њ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –љ–∞–≥—А–µ–≤–∞–µ–Љ–Њ–є —И–Є—Е—В—Л –≤–љ–Є–Ј, –Ї–∞–Ї –љ–∞–њ—А–Є–Љ–µ—А, –≤ –љ–µ–њ–ї–Њ—В–љ–Њ–є –Ј–∞–≤–∞–ї–Ї–µ –Є–љ–і—Г–Ї—Ж–Є–Њ–љ–љ–Њ–≥–Њ —В–Є–≥–ї—П –Є–ї–Є –і—Г–≥–Њ–≤–Њ–є –њ–µ—З–Є –Є –љ–µ —Г–≤–ї–µ–Ї–∞–µ—В –Ј–∞ —Б–Њ–±–Њ–є –њ–ї–µ–љ–Ї—Г –Є–Ј –Њ–Ї–Є—Б–ї–Њ–≤, –Њ–±—А–∞–Ј—Г—О—Й–Є—Е—Б—П –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –љ–∞–≥—А–µ–≤–∞.
–Я—А–Є —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–Љ –љ–∞–Ї–Њ–њ–ї–µ–љ–Є–Є –ґ–Є–і–Ї–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞, –Њ–Ї–Є—Б–ї–Є—В–µ–ї—М–љ—Л–µ –њ—А–Њ—Ж–µ—Б—Б—Л –ї–µ–≥–Є—А—Г—О—Й–Є—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –≤ —А–∞–Ј—Л –Љ–µ–љ—М—И–µ —З–µ–Љ –≤ –њ–µ—З–∞—Е –Њ—В–Ї—А—Л—В–Њ–є –≤—Л–њ–ї–∞–≤–Ї–Є. –Т—Л–і–µ–ї–µ–љ–Є–µ –≥–∞–Ј–Њ–≤ –≤–Њ –≤—А–µ–Љ—П –њ–ї–∞–≤–Ї–Є –њ—А–Є —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–Љ –ї–Є—В—М–µ –љ–∞ –њ–Њ—А—П–і–Њ–Ї –љ–Є–ґ–µ —З–µ–Љ –њ—А–Є —А–∞–±–Њ—В–µ –љ–∞–њ—А–Є–Љ–µ—А –і—Г–≥–Њ–≤–Њ–є –њ–µ—З–Є.–Я—А–Є –≤–Є–Ј—Г–∞–ї—М–љ–Њ–Љ —Б—А–∞–≤–љ–µ–љ–Є–Є, –Є–Ј —В–Є–≥–ї—П —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–є –њ–µ—З–Є –µ–Љ–Ї–Њ—Б—В—М—О 300–Ї–≥. –≤—Л–і–µ–ї—П–µ—В—Б—П —Б—В–Њ–ї—М–Ї–Њ –ґ–µ –і—Л–Љ–∞, –Ї–∞–Ї –Њ—В —В—А–µ—Е —Б–≤–∞—А–Њ—З–љ—Л—Е —Н–ї–µ–Ї—В—А–Њ–і–Њ–≤ –Ь–† –Ј–∞–ґ–ґ–µ–љ–љ—Л—Е –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ. –Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—П —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–њ–ї–∞–≤–∞ –љ–µ —В—А–µ–±—Г–µ—В –і–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ–≥–Њ –љ–∞–≤–µ–і–µ–љ–Є—П –Є –Љ–љ–Њ–≥–Њ–Ї—А–∞—В–љ–Њ–≥–Њ —Б–Ї–∞—З–Є–≤–∞–љ–Є—П —И–ї–∞–Ї–∞ —Б –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞.
–Ю—Б–љ–Њ–≤—Л —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є –≠–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞.–Я—А–Њ—Ж–µ—Б—Б —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–≥–Њ –ї–Є—В—М—П –Ј–∞–Ї–ї—О—З–∞–µ—В—Б—П –≤ –Ј–∞–Ї—А–µ–њ–ї–µ–љ–Є–Є —А–∞—Б—Е–Њ–і—Г–µ–Љ–Њ–≥–Њ —Н–ї–µ–Ї—В—А–Њ–і–∞, –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–љ–Њ–≥–Њ –Є–Ј –Њ—В—А–∞–±–Њ—В–∞–љ–љ—Л—Е –і–µ—В–∞–ї–µ–є, –њ—А–Є–≤–∞—А–µ–љ–љ—Л—Е –і—А—Г–≥ –Ї –і—А—Г–≥—Г –Ї—Г—Б–Ї–Њ–≤ –Љ–µ—В–∞–ї–ї–∞, –љ–∞ –њ–Њ–і–≤–Є–ґ–љ—Л–є —Н–ї–µ–Ї—В—А–Њ–і–Њ–і–µ—А–ґ–∞—В–µ–ї—М —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–є —Г—Б—В–∞–љ–Њ–≤–Ї–Є ¬Ђ–Я–ї–∞–≤–Ї–∞1–Ь¬ї , —А–∞–Ј–≤–µ–і–µ–љ–Є–µ –ґ–Є–і–Ї–Њ–≥–Њ —И–ї–∞–Ї–∞ –≤ —В–Є–≥–ї–µ –Є –њ–µ—А–µ–њ–ї–∞–≤–∞ —Н–ї–µ–Ї—В—А–Њ–і–∞ –њ—А–Є –Ј–∞–і–∞–љ–љ–Њ–Љ –Њ–њ–µ—А–∞—В–Њ—А–Њ–Љ —В–Њ–Ї–µ –њ–ї–∞–≤–Ї–Є.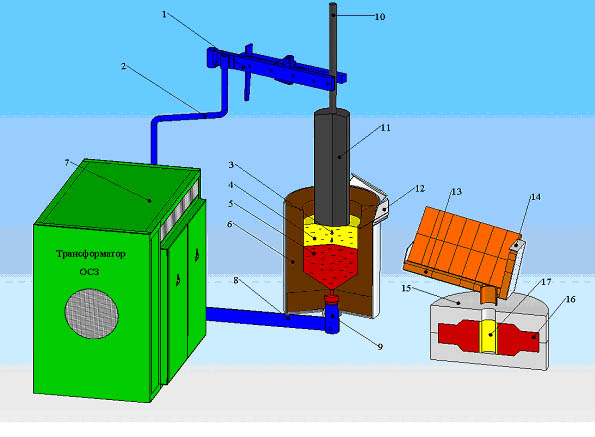
1. –Я–Њ–і–≤–Є–ґ–љ—Л–є –≠–ї–µ–Ї—В—А–Њ–і–Њ–і–µ—А–ґ–∞—В–µ–ї—М.
2. –У–Є–±–Ї–Є–є —В–Њ–Ї–Њ–њ–Њ–і–≤–Њ–і.
3.–Ъ–∞–њ–ї–Є —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞.
4. –†–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ—Л–є —И–ї–∞–Ї.
5. –†–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ—Л–є –Љ–µ—В–∞–ї–ї.
6. –§—Г—В–µ—А–Њ–≤–Ї–∞ —В–Є–≥–ї—П.
7. –Ґ—А–∞–љ—Б—Д–Њ—А–Љ–∞—В–Њ—А.
8. –Ц–µ—Б—В–Ї–Є–є —В–Њ–Ї–Њ–њ–Њ–і–≤–Њ–і.
9. –Э–µ—А–∞—Б—Е–Њ–і—Г–µ–Љ—Л–є —Н–ї–µ–Ї—В—А–Њ–і вАУ –њ–Њ–і–і–Њ–љ.
10. –Ф–µ—А–ґ–∞–≤–Ї–∞ —Н–ї–µ–Ї—В—А–Њ–і–∞.
11. –†–∞—Б—Е–Њ–і—Г–µ–Љ—Л–є —Н–ї–µ–Ї—В—А–Њ–і.
12. –°–ї–Є–≤–љ–Њ–є –љ–Њ—Б–Є–Ї —В–Є–≥–ї—П.
13. –§—Г—В–µ—А–Њ–≤–Ї–∞.
14. –Ч–∞–ї–Є–≤–Њ—З–љ—Л–є –ґ–µ–ї–Њ–±.
15. –†–∞–Ј—К–µ–Љ–љ–∞—П —Д–Њ—А–Љ–∞.
16. –Ы–Є—В–Њ–є —Д–ї–∞–љ–µ—Ж
17. –®–ї–∞–Ї–Њ–≤—Л–є –≥–∞—А–љ–Є—Б–∞–ґ.
–Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –Њ—В–ї–Є–≤–Њ–Ї —Б–њ–Њ—Б–Њ–±–Њ–Љ —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–≥–Њ –ї–Є—В—М—П –љ–µ —В—А–µ–±—Г–µ—В—Б—П —Г—З–∞—Б—В–Њ–Ї –њ–Њ–і –њ–Њ–і–≥–Њ—В–Њ–≤–Ї—Г –Ј–µ–Љ–ї—П–љ—Л—Е —Д–Њ—А–Љ, –Њ–љ–Є –љ–µ –Є—Б–њ–Њ–ї—М–Ј—Г—О—В—Б—П –Є–Ј –Ј–∞ –љ–∞—Б—Л—Й–µ–љ–Є—П –≥–∞–Ј–∞–Љ–Є –Ї—А–Є—Б—В–∞–ї–ї–Є–Ј–Є—А—Г—О—Й–µ–≥–Њ—Б—П –Љ–µ—В–∞–ї–ї–∞. –Я–Њ—Б–ї–µ –њ–µ—А–µ–њ–ї–∞–≤–∞, —А–∞—Б–њ–ї–∞–≤ –Є–Ј —В–Є–≥–ї—П —Б–ї–Є–≤–∞–µ—В—Б—П –≤–Њ –≤—А–∞—Й–∞—О—Й—Г—О—Б—П –Є–ї–Є –љ–µ–њ–Њ–і–≤–Є–ґ–љ—Г—О –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О —Д–Њ—А–Љ—Г. –Я–µ—А–≤—Л–Љ –≤ —Д–Њ—А–Љ—Г –Є–і–µ—В —И–ї–∞–Ї, —Б–Љ–∞—З–Є–≤–∞—П –≤–љ—Г—В—А–µ–љ–љ—О—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —Д–Њ—А–Љ—Л –Є –Њ–±—А–∞–Ј—Г—П –љ–∞ –љ–µ–є –Ї–Њ—А–Њ—З–Ї—Г –Ї–µ—А–∞–Љ–Є—З–µ—Б–Ї–Њ–≥–Њ –≥–∞—А–љ–Є—Б–∞–ґ–∞. –Ч–∞—В–µ–Љ –љ–∞—З–Є–љ–∞–µ—В –њ–Њ—Б—В—Г–њ–∞—В—М –ґ–Є–і–Ї–Є–є –Љ–µ—В–∞–ї–ї, –њ—А–Є—З–µ–Љ –≤–Њ –≤—А–µ–Љ—П —Б–ї–Є–≤–∞ –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Б—В—А—Г–Є –Љ–µ—В–∞–ї–ї–∞ –њ—А–Є—Б—Г—В—Б—В–≤—Г–µ—В –њ–ї–µ–љ–Ї–∞ –Є–Ј —И–ї–∞–Ї–∞, –Ј–∞—Й–Є—Й–∞—О—Й–∞—П –µ—С –Њ—В –Ї–Њ–љ—В–∞–Ї—В–∞ —Б –≤–Њ–Ј–і—Г—Е–Њ–Љ. –Ц–Є–і–Ї–Є–є –Љ–µ—В–∞–ї–ї –Ї—А–Є—Б—В–∞–ї–ї–Є–Ј—Г–µ—В—Б—П –±–µ–Ј —Б–Њ–њ—А–Є–Ї–Њ—Б–љ–Њ–≤–µ–љ–Є–є —Б —Д–Њ—А–Љ–Њ–є –Є –љ–µ –њ—А–Є–ї–Є–њ–∞–µ—В –Ї –љ–µ–є. –Ш–Ј –Ј–∞ –Љ–µ–љ—М—И–µ–є –њ–ї–Њ—В–љ–Њ—Б—В–Є, –Њ—Б—В–∞–≤—И–Є–є—Б—П –≤ –ґ–Є–і–Ї–Њ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є —И–ї–∞–Ї –≤—Л–і–∞–≤–ї–Є–≤–∞–µ—В—Б—П –≤–≤–µ—А—Е –њ—А–Є –ї–Є—В—М–µ –≤ –Ї—А–Є—Б—В–∞–ї–ї–Є–Ј–∞—В–Њ—А –Є–ї–Є –≤ —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ –Њ—В–ї–Є–≤–Ї–Є, –Њ–±—А–∞–Ј–Њ–≤–∞–љ–љ–Њ–µ —Ж–µ–љ—В—А–Њ–±–µ–ґ–љ—Л–Љ–Є —Б–Є–ї–∞–Љ–Є –Є –њ–Њ–і–њ–Є—В—Л–≤–∞–µ—В —В–µ–њ–ї–Њ–Љ –Ї—А–Є—Б—В–∞–ї–ї–Є–Ј–Є—А—Г—О—Й—Г—О—Б—П –Њ—В–ї–Є–≤–Ї—Г. –Ъ—А–Є—Б—В–∞–ї–ї–Є–Ј–∞—Ж–Є—П –Є–і—С—В –Њ—В —Е–Њ–ї–Њ–і–љ–Њ–є —Б—В–µ–љ–Ї–Є —Д–Њ—А–Љ—Л –Ї –≥–Њ—А—П—З–µ–Љ—Г —И–ї–∞–Ї—Г. –Ч–∞ —Б—З–µ—В —Н—В–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞ —Г—Б–∞–і–Њ—З–љ—Л–µ –і–µ—Д–µ–Ї—В—Л –њ–Њ–ї–љ–Њ—Б—В—М—О –≤—Л—Е–Њ–і—П—В –≤ —И–ї–∞–Ї. –Ю—В–ї–Є–≤–Ї–∞ –њ—А–Є –Ї—А–Є—Б—В–∞–ї–ї–Є–Ј–∞—Ж–Є–Є –≤—Л–і–µ—А–ґ–Є–≤–∞–µ—В—Б—П –≤ —Д–Њ—А–Љ–µ –Є–Ј —А–∞—Б—З–µ—В–∞ 10–Ї–≥. - –Њ–і–љ–∞ –Љ–Є–љ—Г—В–∞ –≤—Л–і–µ—А–ґ–Ї–Є. –І–µ—А–µ–Ј 30 –Љ–Є–љ—Г—В –≤ —Д–Њ—А–Љ–µ –Ї—А–Є—Б—В–∞–ї–ї–Є–Ј—Г–µ—В—Б—П –Њ—В–ї–Є–≤–Ї–∞ –Љ–∞—Б—Б–Њ–є 300–Ї–≥.
–Я–Њ—Б–ї–µ –Ї—А–Є—Б—В–∞–ї–ї–Є–Ј–∞—Ж–Є–Є –Њ—В–ї–Є–≤–Ї–Є –µ—С –≤—Л—В–∞—Б–Ї–Є–≤–∞—О—В –Є–Ј —Д–Њ—А–Љ—Л –Є –≤ —В–µ—З–µ–љ–Є–Є 2 вАУ 3 –Љ–Є–љ—Г—В –≤—Л–±–Є–≤–∞—О—В —И–ї–∞–Ї –Є–Ј –µ—С —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–≥–Њ –Њ—В–≤–µ—А—Б—В–Є—П.–®–ї–∞–Ї —Б –≤–µ—А—Е–љ–µ–є —З–∞—Б—В–Є –Њ—В–ї–Є–≤–Ї–Є —Г–±–Є—А–∞–µ—В—Б—П –±–µ–Ј –≤—Б—П–Ї–Є—Е —Г—Б–Є–ї–Є–є. –Т –і–∞–ї—М–љ–µ–є—И–µ–Љ –Њ—В–ї–Є–≤–Ї—Г –Њ–њ—Г—Б–Ї–∞—О—В –≤ —В–µ—А–Љ–Њ—Б –Є –њ–Њ–і –і–µ–є—Б—В–≤–Є–µ–Љ –≤–љ—Г—В—А–µ–љ–љ–µ–≥–Њ —В–µ–њ–ї–∞ –Њ–љ–∞ –Њ—В–ґ–Є–≥–∞–µ—В—Б—П –±–µ–Ј –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—П –Љ–Є–Ї—А–Њ—В—А–µ—Й–Є–љ, –і–∞–ґ–µ –µ—Б–ї–Є –≤ –ї–Є—В–µ–є–љ–Њ–Љ —Ж–µ—Е—Г –Њ—В—А–Є—Ж–∞—В–µ–ї—М–љ–∞—П —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞.
–Ъ–∞—З–µ—Б—В–≤–Њ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Њ—В–ї–Є–≤–Њ–Ї –њ—А–Њ–Є–Ј–≤–µ–і–µ–љ–љ—Л—Е —Б–њ–Њ—Б–Њ–±–Њ–Љ —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–≥–Њ –ї–Є—В—М—П –њ–Њ–Ј–≤–Њ–ї—П–µ—В –Њ—Б—В–∞–≤–ї—П—В—М –Љ–Є–љ–Є–Љ–∞–ї—М–љ—Л–µ –њ—А–Є–њ—Г—Б–Ї–Є –љ–∞ –Љ–µ—Е –Њ–±—А–∞–±–Њ—В–Ї—Г 3 вАУ 5 –Љ–Љ. –Ь–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є–µ —Б–≤–Њ–є—Б—В–≤–∞ –ї–Є—В–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞ –љ–µ —Г—Б—В—Г–њ–∞—О—В —Б–≤–Њ–є—Б—В–≤–∞–Љ –Ї–Њ–≤–∞–љ–љ–Њ–≥–Њ, –њ–Њ–ї—Г—З–µ–љ–љ–Њ–≥–Њ –≤ –њ–µ—З–∞—Е –Њ—В–Ї—А—Л—В–Њ–є –≤—Л–њ–ї–∞–≤–Ї–Є. –Я—А–Є –њ—А–∞–≤–Є–ї—М–љ–Њ –≤—Л–њ–Њ–ї–љ–µ–љ–љ–Њ–є —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є —В—А–µ—Й–Є–љ—Л –Є –њ–Њ—А—Л –Њ—В—Б—Г—В—Б—В–≤—Г—О—В –њ–Њ–ї–љ–Њ—Б—В—М—О.
–Я—А–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є –њ–Њ–ї—Г—З–Є—В—М –ґ–Є–і–Ї–Є–є –Љ–µ—В–∞–ї–ї –±–µ–Ј —И–ї–∞–Ї–∞ –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, –Ї–∞–Ї –љ–∞–њ—А–Є–Љ–µ—А –њ—А–Є –Є–љ–і—Г–Ї—Ж–Є–Њ–љ–љ—Л–Љ –ї–Є—В—М–µ, —В–Є–≥–µ–ї—М –љ–∞–Ї–ї–Њ–љ—П—О—В, —Б–ї–Є–≤–∞—О—В —И–ї–∞–Ї –≤ —И–ї–∞–Ї–Њ–≤–љ—О, –Њ—Б—В–∞—В–Ї–Є —Б–љ–Є–Љ–∞—О—В –ї–Њ–ґ–Ї–Њ–є –Є —Б–ї–Є–≤–∞—О—В —З–Є—Б—В—Л–є –Љ–µ—В–∞–ї –≤ —А–∞–Ј–ї–Є–≤–Њ—З–љ—Л–є –Ї–Њ–≤—И, –Є–Ј –Ї–Њ—В–Њ—А–Њ–≥–Њ –Љ–Њ–ґ–љ–Њ –Ј–∞–ї–Є–≤–∞—В—М –Ї–µ—А–∞–Љ–Є—З–µ—Б–Ї–Є–µ –Є–ї–Є —Б–њ–µ—Ж—Д–Њ—А–Љ—Л. –Ґ–∞–Ї–ґ–µ —Б—Г—Й–µ—Б—В–≤—Г–µ—В —Б–њ–Њ—Б–Њ–± –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ–є —А–∞–Ј–ї–Є–≤–Ї–Є –Є–Ј —В–Є–≥–ї—П —З–Є—Б—В–Њ–≥–Њ —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞ –≤ –Ї–µ—А–∞–Љ–Є—З–µ—Б–Ї–Є–µ —Д–Њ—А–Љ—Л. –®–ї–∞–Ї –≤ –њ—А–Є–±—Л–ї—М–љ—Г—О —З–∞—Б—В—М —Д–Њ—А–Љ—Л —Б—В–µ–Ї–∞–µ—В –њ–Њ—Б–ї–µ –њ–Њ–ї–љ–Њ–≥–Њ —Б–ї–Є–≤–∞ —З–Є—Б—В–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞ –Є –≤ 2 —А–∞–Ј–∞ –Є–љ—В–µ–љ—Б–Є–≤–љ–µ–µ –ґ–Є–і–Ї–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞ –Ј–∞–ї–Є—В–Њ–≥–Њ –≤ –њ—А–Є–±—Л–ї—М –Є —Б—В–Њ—П–Ї –≤—Л–≤–Њ–і–Є—В —Г—Б–∞–і–Њ—З–љ—Л–µ –і–µ—Д–µ–Ї—В—Л.</strong>




 –Ъ–Њ–љ–µ—Ж –њ–µ—А–≤–Њ–є —З–∞—Б—В–Є. –Я—А–Њ–і–Њ–ї–ґ–µ–љ–Є–µ —Б–ї–µ–і—Г–µ—В–Ь–∞—В–µ—А–Є–∞–ї –ї—О–±–µ–Ј–љ–Њ –њ—А–µ–і–Њ—Б—В–∞–≤–ї–µ–љ –С—Г—В–Њ–≤—Л–Љ –Х–≤–≥–µ–љ–Є–µ–Љ –Р–љ–∞—В–Њ–ї—М–µ–≤–Є—З–µ–Љ (elektroshlak@mail.ru)–Т—Л —В–∞–Ї–ґ–µ –Љ–Њ–ґ–µ—В–µ –Ј–∞–і–∞—В—М –≤–Њ–њ—А–Њ—Б –њ–Њ —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–њ–ї–∞–≤–∞ –Є –Љ–µ—В–∞–ї–ї–Њ–≤–µ–і–µ–љ–Є—О –њ—А–Є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ –Њ—В–ї–Є–≤–Њ–Ї –і–ї—П –∞—А–Љ–∞—В—Г—А—Л –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ –Ј–і–µ—Б—М, –Є –њ–Њ–ї—Г—З–Є—В—М –Ї–Њ–Љ–њ–µ—В–µ–љ—В–љ—Л–є –Є –Є—Б—З–µ—А–њ—Л–≤–∞—О—Й–Є–є –Њ—В–≤–µ—В –Њ—В –°–њ–µ—Ж–Є–∞–ї–Є—Б—В–Њ–≤ –Я–Ґ–Ъ –≠–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤—Л–µ –Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є–Є
–Ъ–Њ–љ–µ—Ж –њ–µ—А–≤–Њ–є —З–∞—Б—В–Є. –Я—А–Њ–і–Њ–ї–ґ–µ–љ–Є–µ —Б–ї–µ–і—Г–µ—В–Ь–∞—В–µ—А–Є–∞–ї –ї—О–±–µ–Ј–љ–Њ –њ—А–µ–і–Њ—Б—В–∞–≤–ї–µ–љ –С—Г—В–Њ–≤—Л–Љ –Х–≤–≥–µ–љ–Є–µ–Љ –Р–љ–∞—В–Њ–ї—М–µ–≤–Є—З–µ–Љ (elektroshlak@mail.ru)–Т—Л —В–∞–Ї–ґ–µ –Љ–Њ–ґ–µ—В–µ –Ј–∞–і–∞—В—М –≤–Њ–њ—А–Њ—Б –њ–Њ —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є —Н–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–њ–ї–∞–≤–∞ –Є –Љ–µ—В–∞–ї–ї–Њ–≤–µ–і–µ–љ–Є—О –њ—А–Є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ –Њ—В–ї–Є–≤–Њ–Ї –і–ї—П –∞—А–Љ–∞—В—Г—А—Л –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ –Ј–і–µ—Б—М, –Є –њ–Њ–ї—Г—З–Є—В—М –Ї–Њ–Љ–њ–µ—В–µ–љ—В–љ—Л–є –Є –Є—Б—З–µ—А–њ—Л–≤–∞—О—Й–Є–є –Њ—В–≤–µ—В –Њ—В –°–њ–µ—Ж–Є–∞–ї–Є—Б—В–Њ–≤ –Я–Ґ–Ъ –≠–ї–µ–Ї—В—А–Њ—И–ї–∞–Ї–Њ–≤—Л–µ –Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є–Є








 –і–Њ–±—А—Л–є –і–µ–љ—М —Е–Њ—В–µ–ї–Њ—Б—М –±—Л —Г–Ј–љ–∞—В—М –≤–∞—И–Є —Б–Њ–Њ–±—А–∞–ґ–µ–љ–Є—П –њ–Њ –≤–Њ–њ—А–Њ—Б—Г –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –љ–∞–њ–ї–∞–≤–Ї–Є –Љ–µ—В–Њ–і–Њ–Љ —Н—И–њ
–і–Њ–±—А—Л–є –і–µ–љ—М —Е–Њ—В–µ–ї–Њ—Б—М –±—Л —Г–Ј–љ–∞—В—М –≤–∞—И–Є —Б–Њ–Њ–±—А–∞–ґ–µ–љ–Є—П –њ–Њ –≤–Њ–њ—А–Њ—Б—Г –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –љ–∞–њ–ї–∞–≤–Ї–Є –Љ–µ—В–Њ–і–Њ–Љ —Н—И–њ